|
先臨三維OptimScan-5M精密蝸杆實測精度達0.005mm,遠超客戶預期 近日,先臨三維上海辦事處收到了一份從德國空運過來的國際包裹,原來是德國友商快遞過來的待檢測樣品--蝸杆。“我不太相信大陸設備能滿足德國方面提出的精度要求”,與蝸杆一起伴隨而來的,是客戶的質疑與擔憂。面對客戶的偏見,先臨三維的工程師將如何應對? 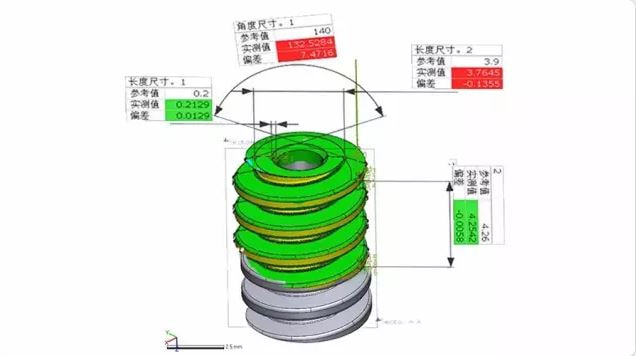 客戶需求分析 大規模生產要求測量精度高,掃描過程快 如今,許多企業都需要調整生產流程以適應生產力水平的提高,當用戶需要測量形狀複雜的部件時,面臨的挑戰是既要縮短檢測時長,還必須保證檢測質量。 掃描難點分析 蜗杆直徑僅有4mm 蜗杆零件尺寸小,直徑僅有4mm; 齒槽窄且深,寬度僅0.8mm左右(傳統三坐標探針無法伸入進行檢測); 需要檢測的件數較多; 蜗杆無明顯特徵,拼接困難。 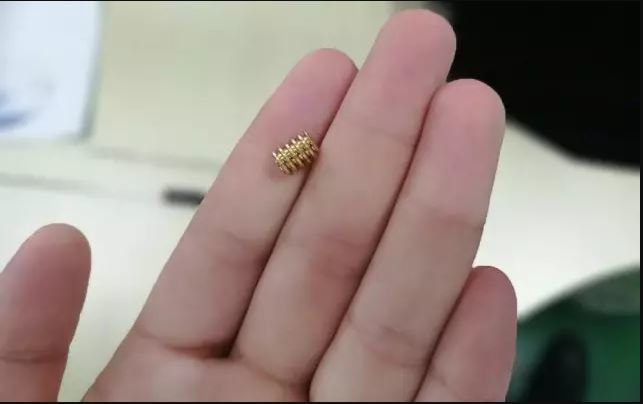  先臨三維解決方案 OptimScan-5M藍光高精度掃描儀 首先,北京先臨三維工程師將OptimScan-5M工業掃描儀設置到高精度掃描模式,以滿足精密蜗杆零件的掃描要求。同時,還將掃描儀夾角調整到合適的角度,以便更好地掃描蜗杆的齒槽。 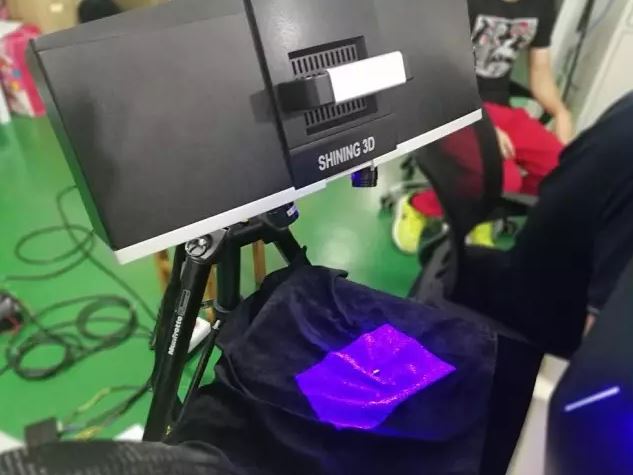 由於蜗杆無明顯的細節特徵,直接進行掃描會導致拼接困難。於是,工程師借助其他貼標誌點的零件和蜗杆一起掃描,以幫助掃描過程中的拼接。  最終,精密蜗杆的3D數據被完整地掃描出來了  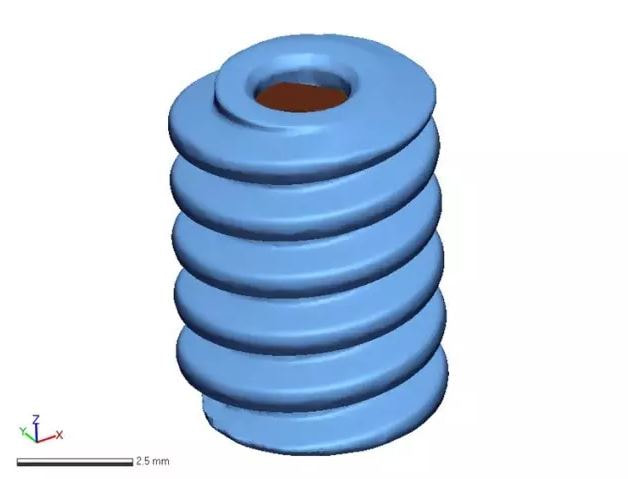 檢測精度達到0.005mm,遠超預期要求 檢測數據證明,使用先臨三維OptimScan-5M工藍光高精度掃描儀,對傳統三坐標探針無法檢測的精密蜗杆零件進行掃描檢測,實際測量精度達到0.005mm,超過客戶要求的0.01mm。 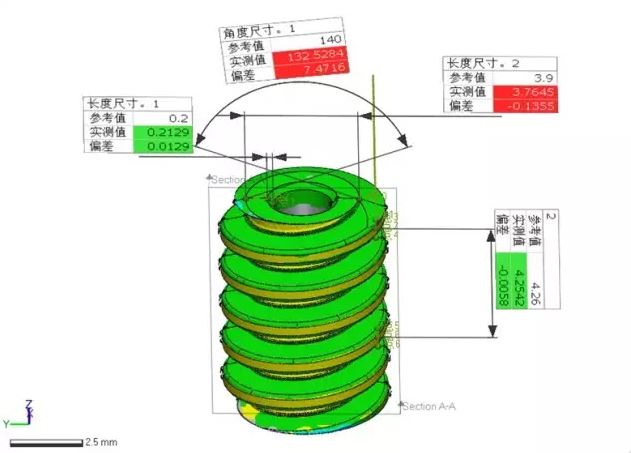 自動化三維檢測 每個僅耗時約2分鐘 當對首件精密蜗杆零件檢測流程設置完畢並完成檢測後,後續每一個零件的掃描檢測僅耗時約2分鐘。掃描完成後生成的STL文件,可導入Geomagic Control X檢測軟件,在特定的目錄下直接對STL進行對比。工程師通過軟件自動生成的報告視圖,可直觀地根據顏色分佈,了解零件的整體加工誤差。同時,預先設置好的需要進行檢測的關鍵尺寸數據也會自動體現在報告中。  提高精密工件的合格率
通過先臨三維OptimScan-5M藍光高精度3D掃描儀的幫助,傳統製造流程中的掃描環節效率得以極大提升,使產品合格率更上一層樓。
1 評論
|
經驗分享本討論區為品測科技QTS針對3D掃描3DScan與逆向工程RP使用上的經驗與訊息分享使用,如您有任何意見也請您留下您寶貴的訊息,我們將竭誠盡快為您回覆,謝謝。 封存檔
四月 2024
工業設計
全部
|
 RSS 訂閱
RSS 訂閱



品測科技股份有限公司 QTS Corporation
新竹縣竹北市嘉興路338巷8號1樓 No.8, Ln.338, Jiaxing Rd., Zhubei City , Hsinchu County 30264 ,Taiwan |
Copyright © 2023 品測科技股份有限公司 QTS Corporation All rights reserved.
|