|
2019-07-24 文章出處 3D科學谷 SLM選區雷射粉末床熔化(或稱LPBF)是一種3D列印技術,可以列印具有複雜幾何形狀的金屬零件,而不受傳統製造技術的設計限制。然而,通過LPBF 3D列印的部件通常比常規方法製造的零部件含有更多的孔隙,這幾乎是SLM技術頗為人詬病的主要原因。 近日,阿貢國家實驗室科學家們的論文,雷射相互作用區域中由高溫梯度引起的高熱毛細管力可以克服熔體流動引起的阻力,從而在LPBF過程中快速消除熔池中的孔隙。通過調整3D列印方法,來實現熱毛細力驅動的孔隙消除機制,獲得無孔隙的3D列印金屬零件。 3D科學谷通過上下兩篇文章來詳細揭示科學家們開發出這一孔隙消除方法的來龍去脈。  成就複雜零件的SLM金屬3D列印 力之間的相互作用 毛孔運動和消除 科學家們將鎢微粒(1重量%,直徑≤10微米)作為示蹤標記包埋在AlSi10Mg粉末中,並根據不同區域中鎢微粒的速度量化熔體流動行為。 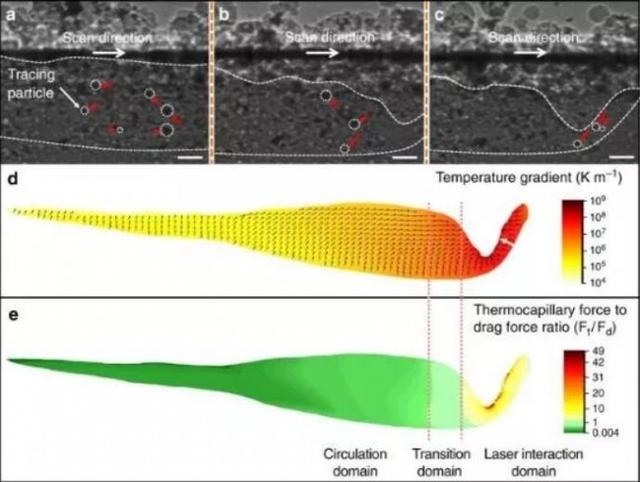 毛孔運動和消除的驅動力 a – cX射線圖像顯示了示蹤粒子(鎢微粒,用白色虛線圓圈標記)的軌跡(用紅色箭頭表示)。(a)循環域的熔體流動(b)過渡域(c)在LPBF加工過程中雷射相互作用熔池中的區域。 d顯示了在LPBF加工過程中熔池內的溫度梯度,通過雷射加工參數的多物理建模獲得,與原位實驗相同。溫度梯度的大小和方向分別用顏色和黑色箭頭表示。白色箭頭表示溫度梯度從固液介面(熔化前沿)到凹陷區前壁增加。 e直徑為10μm的孔的熱毛細力(F t)與曳力(F d)之比。 在a – c中,雷射功率為360 W,掃描速度為1 ms -1粉末層的厚度為100μm。a – c中的比例尺為50μm 雷射相互作用區域中的小孔沿著溫度梯度移動並從熔池中逸出,這進一步證實了熱毛細力驅動的孔隙消除機制。 為了研究熱毛細管力對整個熔池不同位置的孔隙動力學的影響,阿貢實驗室的科學家們開發了一個基於熱毛細力與曳力之比(F t / F d)的力圖,熱毛細管力是雷射相互作用域中的主導力,驅動毛孔沿溫度梯度的方向移動,而阻力控制循環域中的毛孔運動。 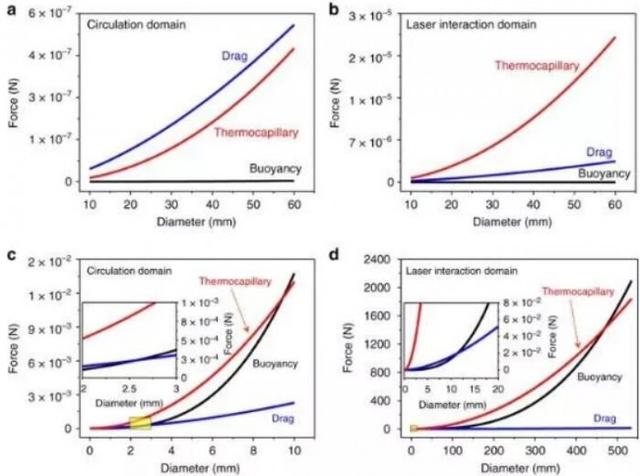 力的分析 a,b比較:循環域(a)以及在該工作中研究的孔徑範圍的雷射相互作用域(b)中的曳力,浮力和熱毛細力。 c,d以孔徑函數表達的力。克服曳力的浮力的臨界孔徑在循環區域(c)處為2.5mm,在雷射相互作用區域(d)處為11mm,在循環區域為9.5 mm(c)和雷射相互作用域(d)處為470mm 。 科學家們發現孔移動行為受溫度梯度引起的熱毛細力和熔體流動引起的阻力的競爭控制。當孔的尺寸變大時,浮力將發揮更重要的作用。而在LPBF加工過程中消除孔隙的主要驅動力是熱毛細力,並不是通常認為的浮力。 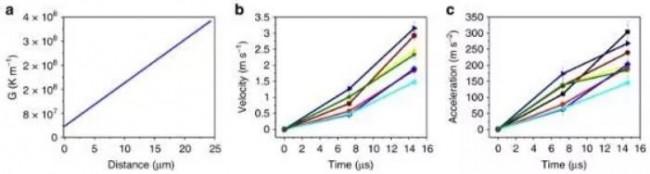 隨著毛孔向凹陷區移動,加速度增加 a溫度梯度G的變化,從熔化前沿(熔化期間的固液介面)到凹陷區壁。溫度梯度朝向凹陷區壁增加。 b通過時間函數表達的速度,隨著毛孔向凹陷區壁移動而加速。 c 隨著毛孔向凹陷區壁移動,加速度增加。誤差線表示標準偏差(sd)(加工情況:雷射功率為310 W,掃描速度為1 m s -1) 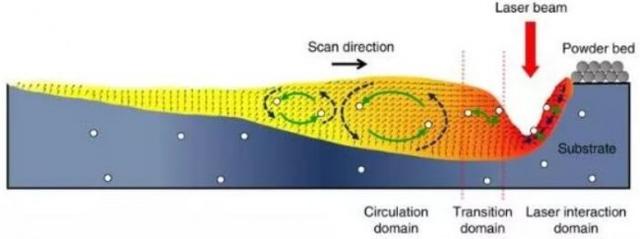 孔隙動力學和消除機制。示意圖顯示了LPBF加工過程中孔隙運動的動力學和孔隙消除機制
通過熱毛細管力消除毛孔 科學家們已經對AlSi10Mg和Ti6Al4V合金進行了實驗。通過兩種合金中的熱毛細力實現了孔隙消除,這表明熱毛細力驅動的孔隙消除機制不限於特定的合金系統。 總之,科學家們通過協同結合複雜的原位實驗和多物理場建模,找到了一種有效消除金屬3D列印中毛孔的機制。3D科學谷期望這裡揭示的熱毛細力驅動的毛孔消除機制可以為開發實現無孔3D列印的方法開闢途徑,以釋放3D列印技術的全部潛力。 此外,熱毛細力驅動的毛孔消除機制也對孔隙演化很重要,對溫度梯度的廣泛研究和工程領域有積極的影響,例如雷射拋光,雷射熔覆,焊接,熔體紡絲,核反應反應堆和化學反應器的研究。 名詞解釋:曳力是流體對其中有相對速度的固體施加的力這個力與相對速度方向相反其實就是相對運動阻力,只不過阻力是相互施加的,而曳力是明確指定流體對固體施加的力。對於曳力來說,壓力阻力是其中一部分,還有摩擦阻力的貢獻。 參考資料:Pore elimination mechanisms during 3D printing of metals/Nature Communications volume 10/Article number: 3088 (2019)
0 評論
發表回覆。 |
 RSS 訂閱
RSS 訂閱



品測科技股份有限公司 QTS Corporation
新竹縣竹北市嘉興路338巷8號1樓 No.8, Ln.338, Jiaxing Rd., Zhubei City , Hsinchu County 30264 ,Taiwan |
Copyright © 2023 品測科技股份有限公司 QTS Corporation All rights reserved.
|