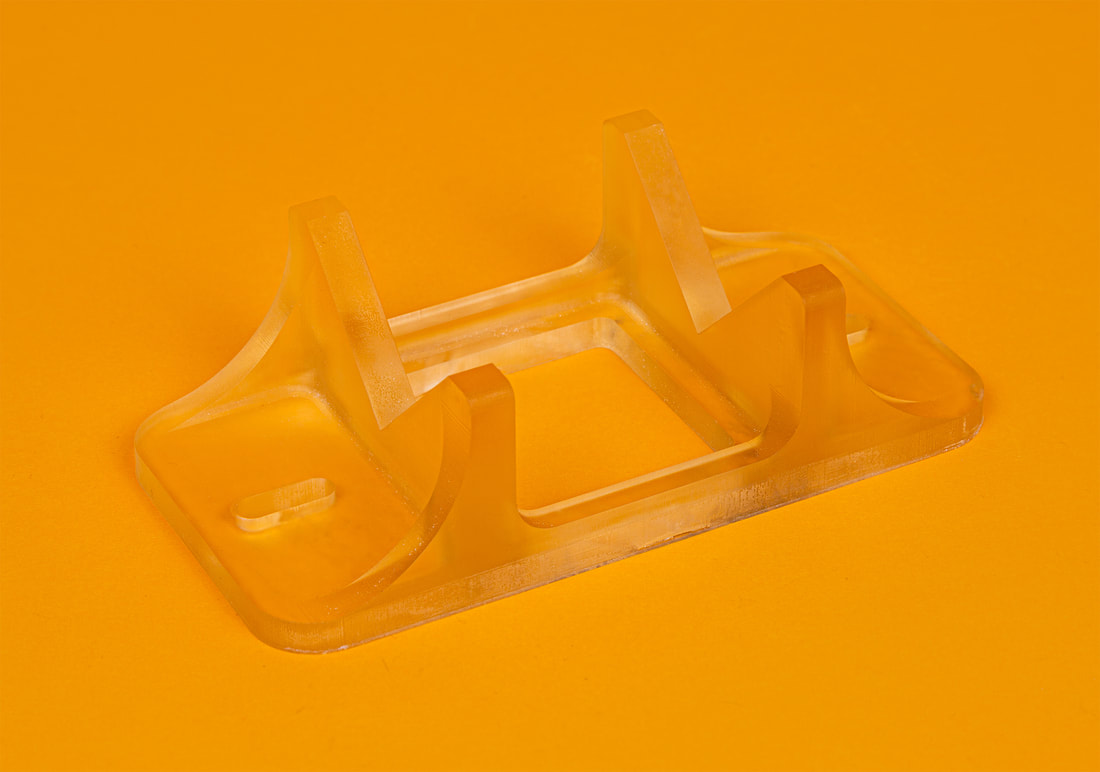
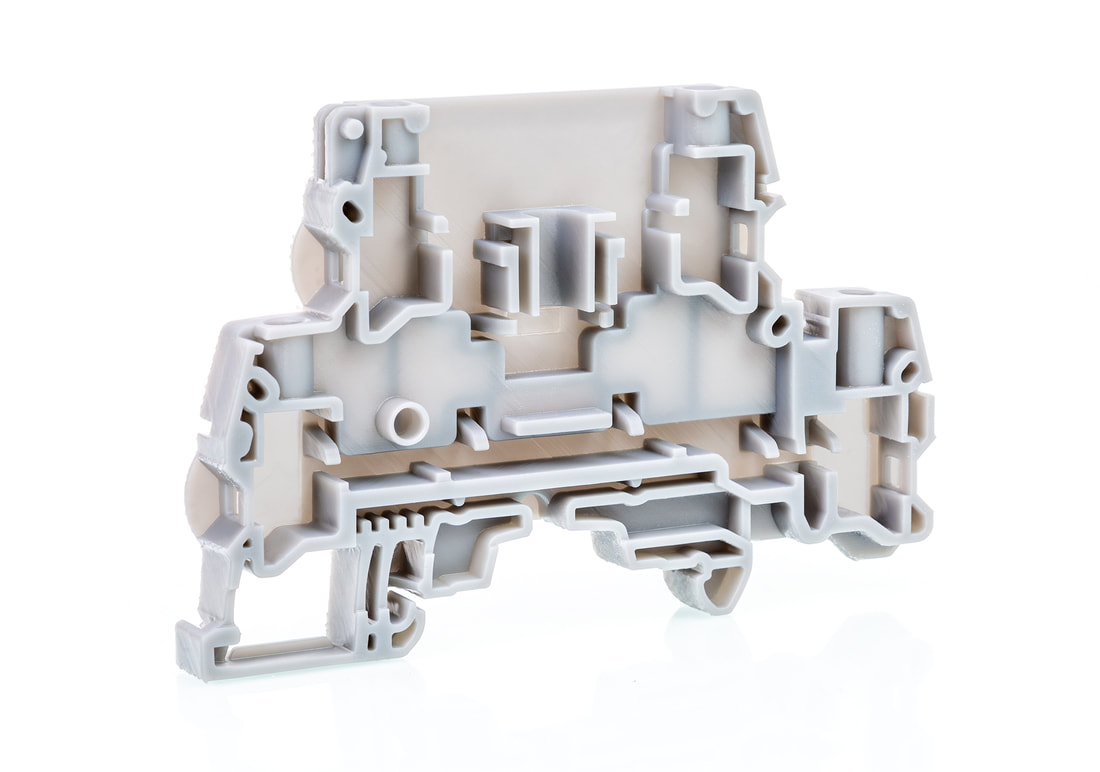
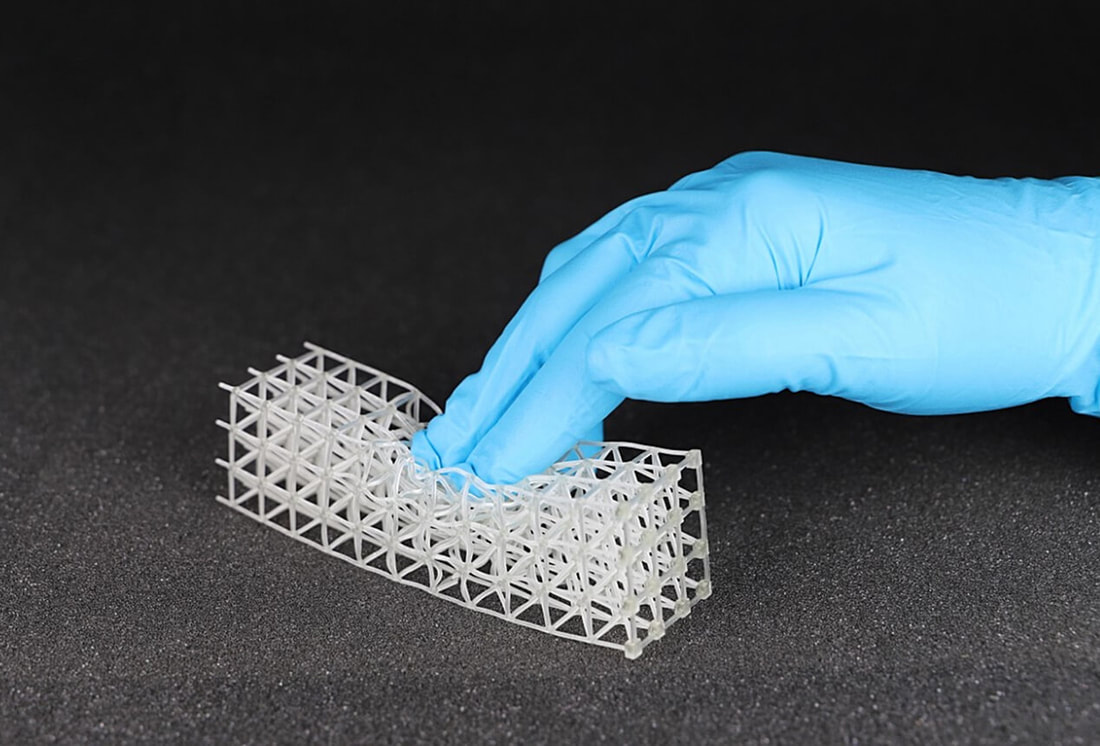
金屬3D列印是一種高效的製造技術,使用金屬線材來生產工業級部件。經過適當的後處理後,從列印機中出來的“綠色”零件將成為功能齊全的金屬零件,可以像普通鋼材一樣進行進一步加工。 與傳統的 CNC 加工或金屬注射成型相比,使用金屬線材進行 3D 列印可確保更大的設計自由度。此外,增材製造獲得鋼製零件的准入門檻要低得多——數控加工和注塑成型的價格仍然在數萬歐元左右。Zortrax 提供全套產品,包含開始製造金屬零件所需的一切,價格卻不到 7000 歐元。 我們為工業 zortrax endureal 和桌上型 M300 Dual 3D列印機 引入了金屬列印功能。該機器與世界領先製造商 BASF Forward AM 生產的兩種金屬粉末線材兼容:BASF Ultrafuse® 17-4 PH 和 BASF Ultrafuse® 316L。除了高品質金屬聚合物線材外,我們還通過兩套綜合套組提供金屬 3D列印所需的所有其他必需品:Zortrax 全金屬套件 17-4 PH和Zortrax 全金屬套件 316L。一旦擁有完美的金屬3D 列印套件,您可能會想瞭解如何最有效地準備金屬 3D列印模型。以下就讓我們深入探討:  經過後處理的金屬 3D列印模型。 為什麼金屬 3D列印必須在雙擠型的列印機上進行呢?使用金屬粉末線材列印時,需要列印收縮板,它將整個模型固定到位並確保其在後處理過程中的正確位置。使用收縮板可以防止模型在脫脂和燒結過程中變形。我們推薦的支撐材料巴斯夫 Ultrafuse 支撐層的主要優點是,它在後處理過程中的最佳時間被移除,從而使收縮板在後處理階段後能夠輕鬆地與模型的其餘部分分離。 使用支撐層可確保更輕鬆地移除支撐結構,特別是在 Zortrax 生態系統中,它用於劃分主要由模型材料(即金屬)組成的支撐結構。 Z-SUITE軟體可以將金屬支撐結構與支撐材料層相結合,從而將其分成小塊,可以輕鬆地與收縮板一起移除。 觀看以下影片,瞭解使用 Zortrax 解決方案去除支撐是多麼容易! 如何使用 Zortrax 3D列印機獲得優質金屬列印模型? 步驟1:在Z-SUITE中準備金屬模型 與所有其他3D列印耗材的情況一樣,製造金屬零件首先要準備3D模型,以便在 Z-SUITE切片機中進行列印。無論使用哪種建模軟體,為了能夠被切片軟體讀取,3D 項目都必須保存為以下擴展名之一:.stl、.obj、.dxf、.3mf、.ply。然後,您應該以盡量減少對支撐結構的需求的方式在構建體積上對齊零件。我們建議使用自動支持選項,因為我們的工程師已經對其進行了研究並進行了廣泛的測試,以確保它們以最有效的方式生成。 經過必要的後處理後,使用金屬線材 3D列印的模型收縮約 20%,因為在此過程中聚合物填料的內容被去除。為了保證最佳結果並補償金屬粉末材料的收縮,Z-SUITE 為金屬模型提供了自動縮放選項。如果您在建模階段縮放了列印件,則可以通過選擇「禁用」來跳過此步驟。 步驟2:在 Zortrax 3D列印機上使用金屬線材進行 3D列印 在 Z-SUITE 中準備好模型後,您可以繼續進行 3D列印。您使用的機器極大地影響列印品質和您的整體工作體驗。為了降低翹曲風險,您的 3D列印機必須擁有一個封閉的列印室,且列印室氣流較低。 根據您擁有的 Zortrax 3D 列印機的類型,使用金屬線材進行 3D列印的步驟可能略有不同。不過,無論您使用的是台式機還是工業機器,您都需要遵循一些最終準則。請記住正確校準平台或使用自動校準選項,並始終使用 Magigoo Pro 金屬粘合劑,以確保您的金屬 3D列印件能夠很好地粘附在平台上。確保列印機腔內沒有金屬顆粒,特別注意熱床電纜插座周圍的區域,因為金屬殘留可能會導致短路。如果使用具有金屬功能的桌上型 3D列印機 Zortrax M300 Dual,在進行任何其他活動之前,請安裝每個 Zortrax 全金屬套件中包含的所有組件。  Zortrax 3D列印機與金屬粉末線材兼容:M300 Dual 和 Endureal 步驟3:對「綠色零件」進行後處理 使用選定的金屬線材對模型進行 3D列印後,它被稱為「綠色」部件,需要進行後處理以獲得製造商針對給定金屬材料聲明的目標屬性。要利用專業的後處理,前往我們值得信賴的合作夥伴 Elnik Systems 的工廠,模型將在那裡經歷兩個關鍵步驟:脫脂和燒結。 在第一階段,您的零件被放置在一個特殊的熔爐中,在適當的溫度下去除模型中的聚合物填料。結果,綠色部分變成所謂的棕色部分。 然後,棕色部分通過熱處理變成全金屬合金。這裡,去除聚合物填料後留下的金屬粉末變成金屬合金的固體結構。
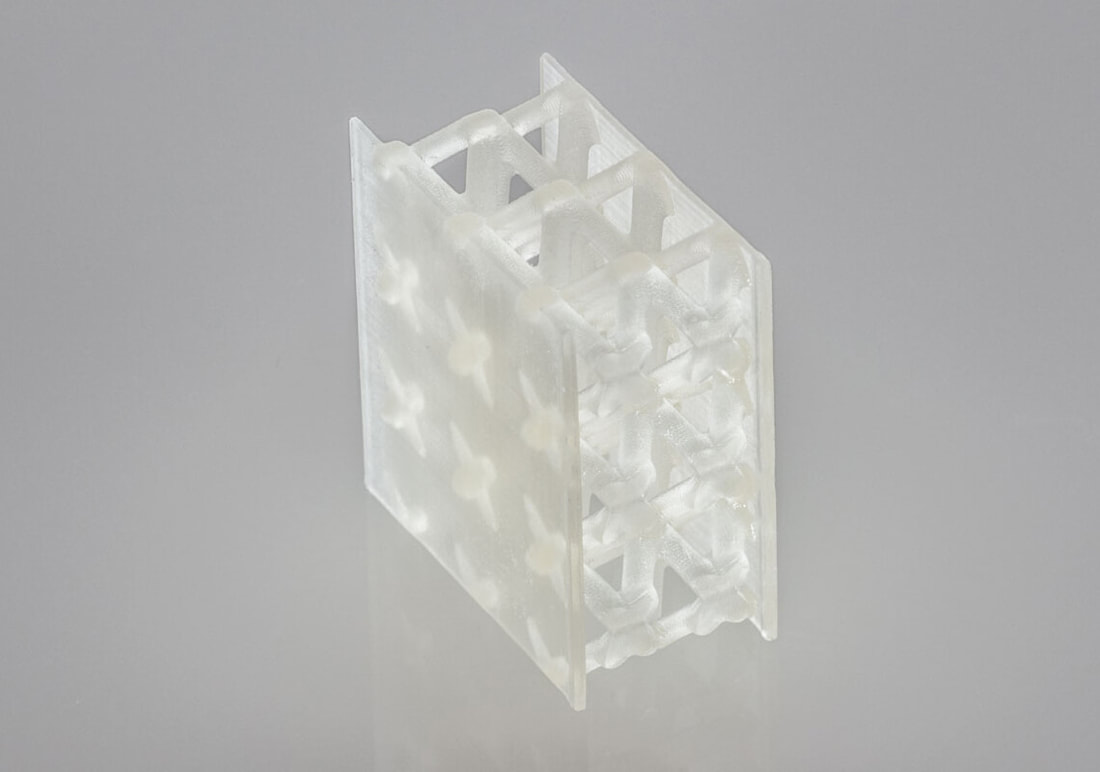
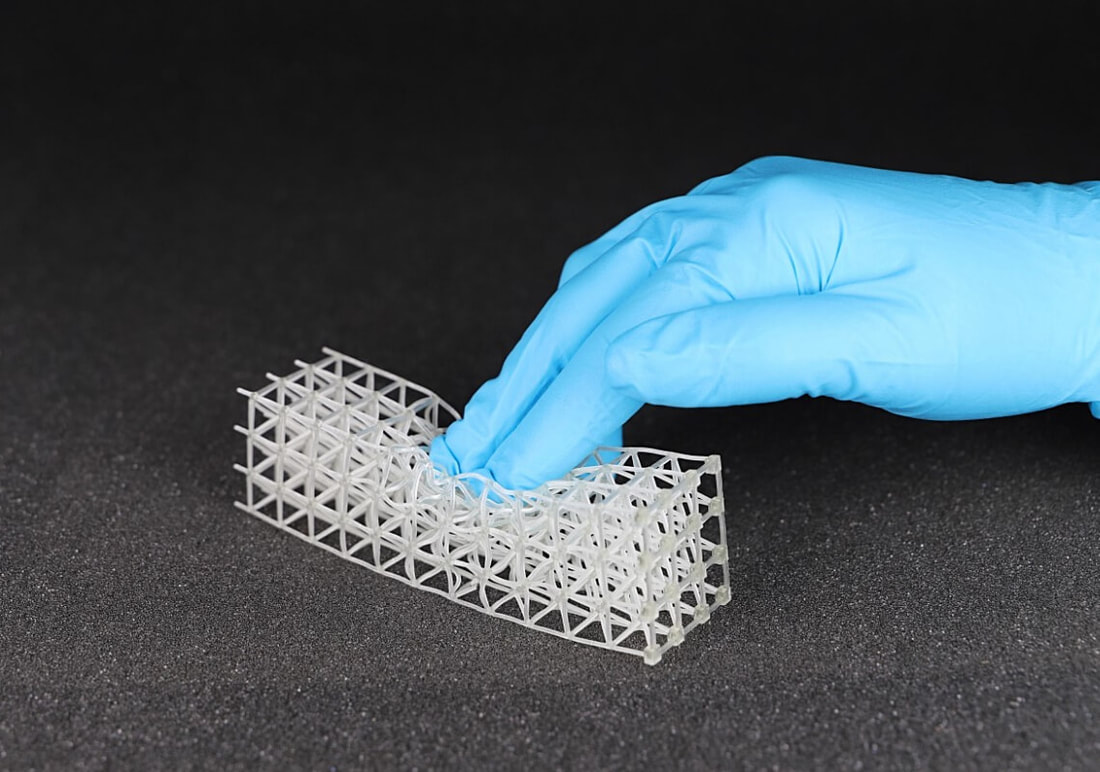
整個過程結束後,模型被冷卻、徹底包裝,然後送到您家門口。這些物品現在可以像普通鋼材一樣進行焊接、拋光和進一步加工。 Z-SUITE 3.2.0 BETA:具有金屬 3D列印便利功能的切片軟體 Zortrax 專有軟體 Z-SUITE 的最新更新為 BETA 版本 3.2.0,可在Zortrax 支援中心下載,它為金屬粉末線材列印帶來了多項重大改進。首先,所有支撐結構都被分成更小的塊,並向底部變窄,這使得它們的移除(即使是從小縫隙中)也變得更加容易。它還顯著減少了金屬 3D列印模型上的支撐痕跡。現在,擺脫支撐只需打破金屬 3D列印模型中不必要的結構,無需額外的工具。 Z-SUITE 3.2.0 引入了新的陀螺儀填充圖案,使您可以 3D列印填充密度範圍從 60% 到 90% 的金屬模型。這對於零件重量必須盡可能低的情況特別有用(特別是在航天、航空航天或汽車等行業)。最後但並非最不重要的一點是,我們改進了收縮板的列印方式。因此,現在,這一對於金屬 3D列印至關重要的元素有助於更好地抵消模型變形。 所有這些改進都轉化為方便的支撐去除和更美觀的金屬 3D列印組件。值得強調的是,儘管許多公司提供金屬列印能力,但尚未找到如何有效去除金屬3D列印支撐的解決方案。除了 Zortrax 之外。
0 評論
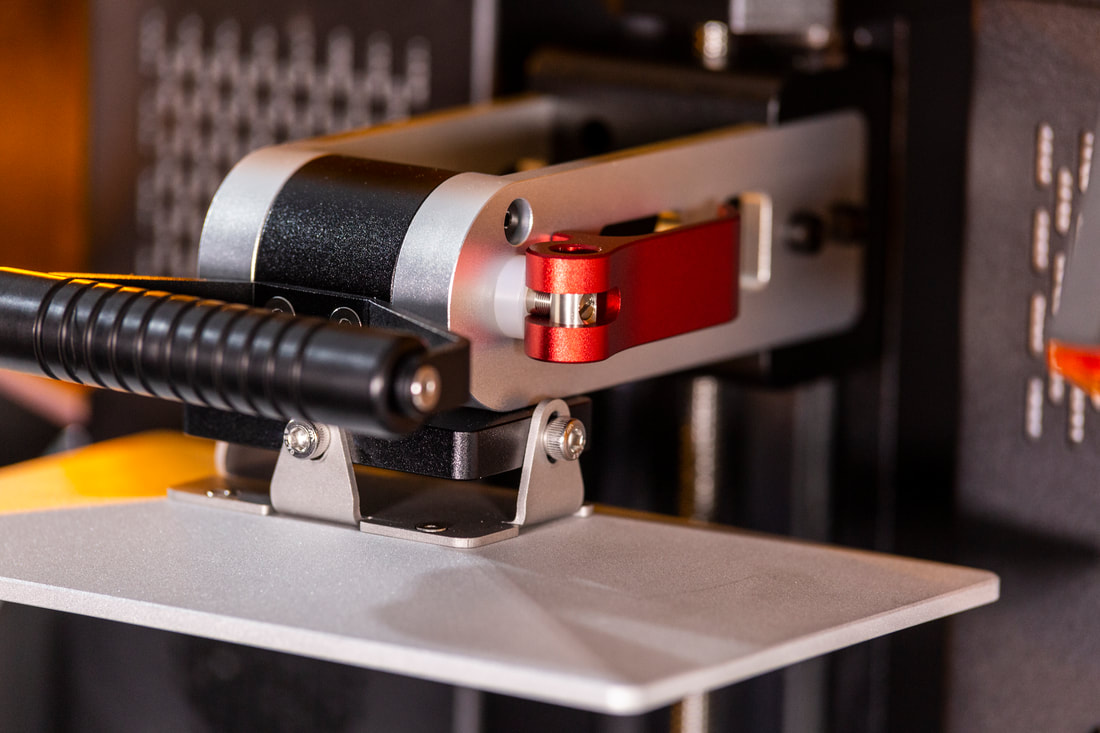
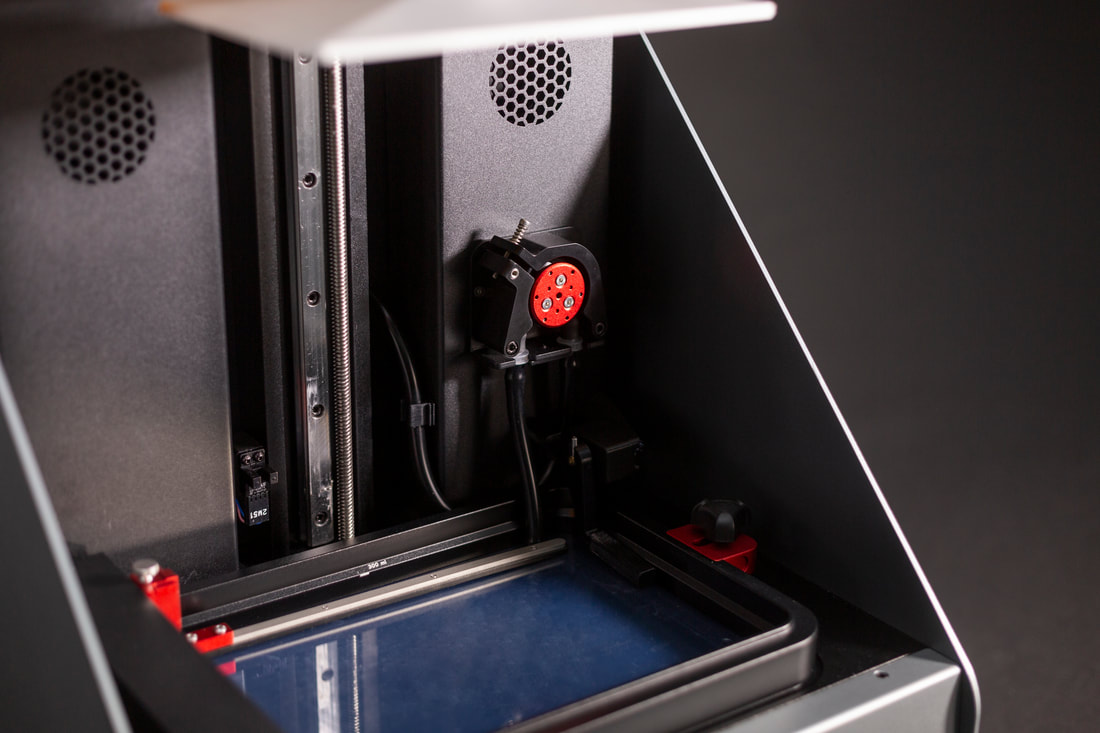
Zortrax M300 Dual 是Zortrax 系列中功能最齊全的 3D列印機之一。寬大的工作空間、雙擠壓技術和廣泛的支援材料選擇相結合,使該機器CP值極高。現在我們將提升到了一個全新的水平,能夠使用 316L 或 17-4 PH 不銹鋼製造零件,並配備新更新後的Z-SUITE 軟體。以下是我們如何讓已經很棒的 M300 Dual 列印機變得更好。  Zortrax M300 Dual 配備了雙熱端,可以使用兩根獨立的線材 Zortrax M300 Dual 具備金屬列印功能 我們與世界領先的化學公司之一 BASF合作,將 BASF Ultrafuse® 316L 和 BASF Ultrafuse® 17-4 PH 金屬粉末 3D列印線材加到 Zortrax M300 Dual 上工廠校準的材料系列中。這意味著金屬列印能力最終從工業 Zortrax Endureal 3D 列印機轉移到更經濟實惠的 M 系列中。在 Zortrax M300 Dual 上製造 3D 金屬部件的過程簡單明了,如下影片演示: 該套件包含在 M300 Dual 上製造 316L 或 17-4 PH 鋼零件所需的組件和配件。 使用 Zortrax 全金屬套組 可歸結為以下簡單步驟: ① Zortrax M300 雙 3D 列印機中的熱端模塊必須切換到套件中提供的模塊。 ② 必須按照本手冊安裝帶適配器的 PTFE 管,以防止金屬線材斷裂。 ③ 必須安裝一卷 BASF Ultrafuse® 316L 或 BASF Ultrafuse® 17-4 PH 金屬粉末 3D列印絲作為模型材料, 並且必須安裝 BASF Ultrafuse® 支撐層作為 M300 Dual 中的支撐材料3D列印機。 ④ 需要檢查要 3D 列印的零件是否符合本金屬 3D 列印手冊中解釋的設計指南。 ⑤ M300 Dual 中的玻璃構建平台必須用 Magigoo Pro Metal 膠水覆蓋,以促進構建平台正確粘合。 ⑥ 必須使用 Z-SUITE 軟體中適用於BASF金屬粉末線材的默認設置來啟動 3D 列印過程。 ⑦ 3D列印模型必須包裝並送去後期處理,使用附帶的後期處理憑證可以免費進行後期處理。 ⑧ 經過後處理、功能齊全的金屬零件送到您家門口。 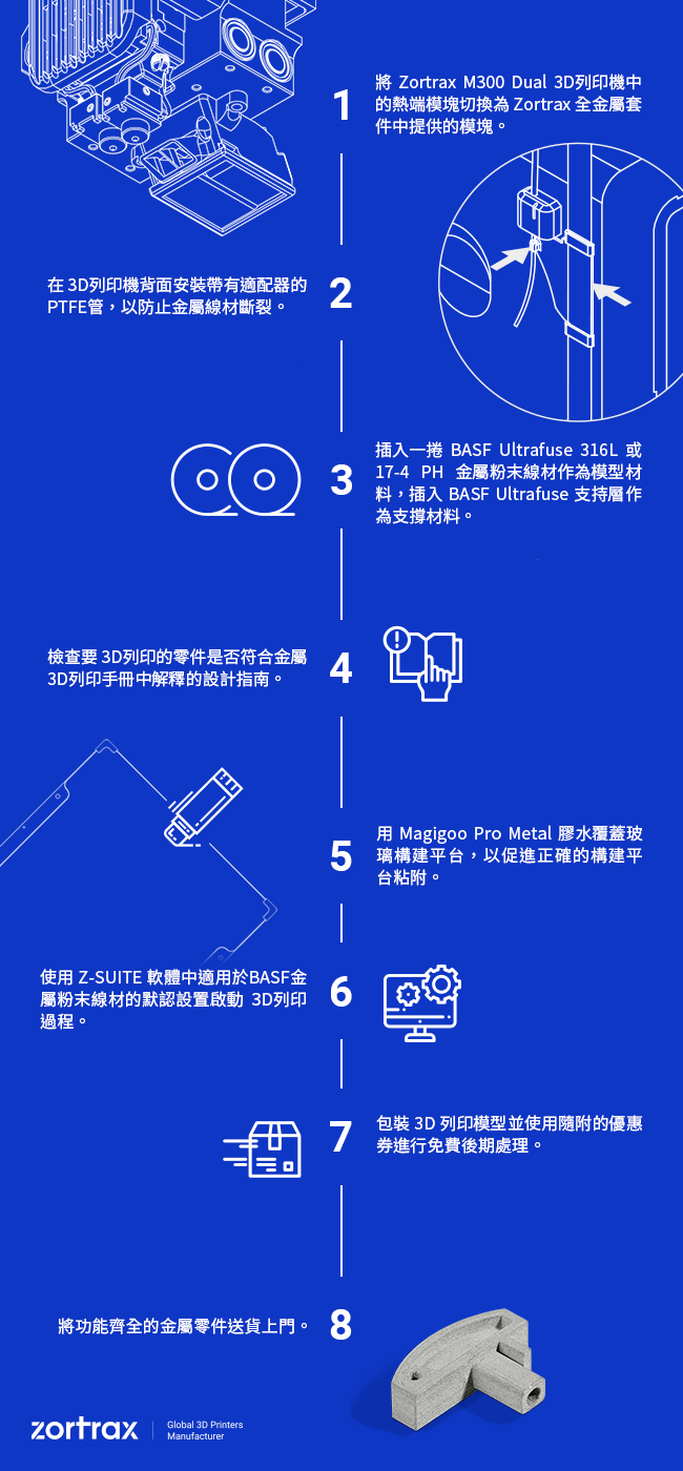 從技術層面來說,使用BASF金屬粉末線材在 M300 Dual 上製作的 3D列印件還不是鋼製零件。它被稱為“綠色”部件,由大約 80% 的金屬粉末和 20% 的聚合物填料組成。要變成全功能鋼材,必須經過BASF開發的兩階段後處理。請記住,每個 Zortrax 全金屬包裝中都包含專業後處理程序的憑證,以便您可以獲得功能齊全的鋼製零件。在該工藝的第一階段,通過熱處理和化學處理將聚合物填料與金屬粉末分離。一旦聚合物填料消失,剩餘的金屬粉末就會被燒結成實心鋼。當然,這意味著模型縮小了 20%——Z-SUITE 軟體會自動考慮這種現象,並適當地重新縮放模型。它的工作原理如下: 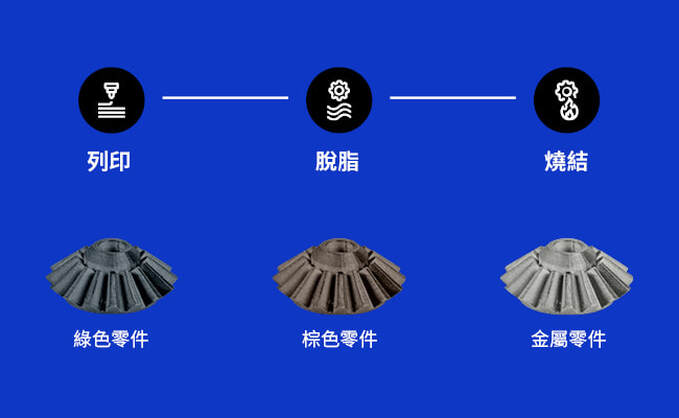 總體而言,該過程的工作原理與工業 Endureal 3D列印機相同,後者在幾個月前獲得了金屬列印功能。用這種方法製造的鋼件具有標準鋼的所有性能。它們可以隨意拋光和焊接。有關如何在 M300 Dual 上處理金屬 3D列印的更多詳細資訊,請於Zortrax支援中心瞭解。 是什麼讓 Zortrax M300 Dual 成為出色的桌面金屬 3D列印機 將BASF金屬粉末線材添加到 M300 Dual 支援的材料範圍中,使這款 3D列印機成為真正的全能解決方案,且極具價格競爭力。該列印機依賴於久經考驗的真實設計,該設計為 Zortrax M 系列機器贏得了無數獎項。這意味著列印機非常易於操作和維護,確保每次都能獲得一致的高品質列印。在列印金屬時,出色的可靠性尤其重要,因為列印過程中引入的所有缺陷和缺陷都會在後處理階段被放大和加劇。 M300 Dual 中用於列印金屬的大型玻璃構建平台使得在一次列印會話中列印多個金屬零件成為可能。 但 M300 Dual 提供的不僅僅是金屬列印。它支持優質線材,從標準 ABS 和 PLA 材料到用於 3D列印的先進複合材料(使用玻璃或碳纖維(如 BASF Ultrafuse® PPGF 30 或 BASF Ultrafuse® PAHT CF15)增強),再到工程經典材料(如 Z-NYLON 或 NYLON 材料) 。 M300 Dual 的 Z-SUITE 軟體中提供的列印配置文件目錄包括由 BASF Forward AM、KIMYA、Nanovia 或 3DxTech 等市場領先品牌生產的耗材。這意味著 Zortrax M300 Dual 3D列印機可以處理幾乎所有行業的絕大多數應用。 採用Zotrax M300 Dual 和 BASF Ultrafuse® 316L和 17-4 PH 線材製成的列印成品 Z-SUITE 3.2.0 BETA 中的鋼製零件 3D列印及更多功能 最新Zortrax軟體測試版的最大亮點絕對是對金屬粉末線材列印的一系列改進。 Z-SUITE BETA 變得更加符合 3D列印機用戶群的需求以及將“綠色”零件變成鋼鐵的兩階段後處理的性質。該領域最重要的功能包括新的陀螺儀填充,可以列印具有 60% 至 90% 填充的金屬模型。對於航空航天或汽車等行業來說,這是一個方便的功能,因為這些行業的零件重量必須盡可能低。 另一項變化改進了使用 BASF Ultrafuse® 支持層(一種專用於金屬列印的支撐材料)進行 3D列印支撐結構的方式。在 Z-SUITE 3.2.0 BETA 中,支撐沿 Z 軸分離,並沿 XY 平面分成小塊,以便在後處理後更容易移除。出於同樣的原因,支撐結構也向底部變窄,這進一步減少了支撐在模型上的佔地面積。所有這些尤其適用於去除放置在小縫隙或難以接近的部件的其他區域中的支撐。由於將列印方向從一層切換到另一層,進一步減少了因零件收縮而引起的支撐結構變形。 Z-SUITE 3.2.0 BETA 改變了收縮板的列印方式,以最大限度地提高放置在此類板上的零件的尺寸精度。這個技巧依賴於將列印頭沉積的材料路徑交織在一起。 Z-SUITE 3.2.0 BETA 中金屬 3D列印最重要的功能如下: 最後但並非最不重要的一點是,Z-SUITE 3.2.0 BETA 為所有 Zortrax 3D列印機帶來了大量新材料和性能改進。如需了解更多詳細資訊,請隨時閱讀 Z-SUITE 3.2.0 BETA 的相關文章,並了解是什麼讓這款突破性軟體受到數千名用戶和世界領先的 3D列印材料製造商的讚賞。 總而言之,M300 Dual 與 Z-SUITE 3.2.0 BETA 配合使用是用於原型設計和按需製造的強大工具。來吧,訂購您自己的 Zortrax M300 Dual,立即將您的 3D列印操作提升到一個全新的水平。 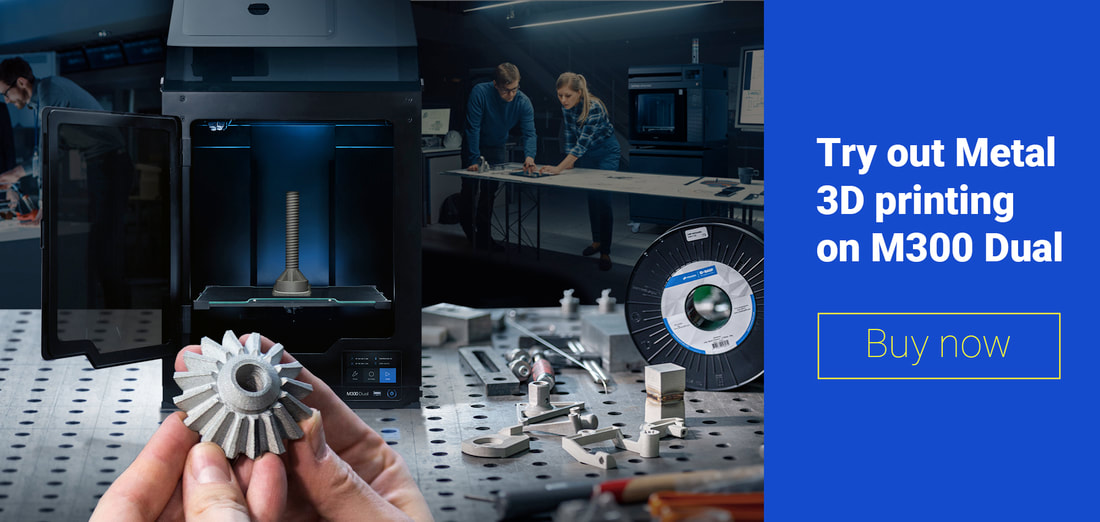  BASF Ultrafuse® PAHT CF15是一種工業級線材,採用特殊配方,由聚酰胺基和添加 15% 的微碳纖維組成。正因為如此,這種線材結合了尼龍的耐用性和碳纖維的剛性,同時還保持了易加工性。 這種高性能線材表現出高剛度、高尺寸穩定性和耐化學性。此外,PAHT CF15 可承受高達 145 °C 的溫度。這種線材非常適合在惡劣條件下工作的工程、機器人、汽車、航空航天和其他行業的項目。 BASF Ultrafuse PAHT CF15 具有很強的研磨性能,因此在 3D 列印時應使用直徑為 0.6 mm 的硬化鋼噴嘴。
作為對我們社區期望的回應,Zortrax 工程師開發了一項新功能,借助該功能,Zortrax FDM 3D 列印機可以在新的速度模式下以更高的列印速度工作。我們想要提供的是一個完全免費的功能,我們的客戶可以立即使用,無需購買額外的備件或專用套件。要利用新的列印模式,他們所要做的就是將 3D 列印機中的固件更新為最新版本,從今天起可以在 Zortrax支持中心下載。繼續閱讀以了解如何使用新選項以及它可以為您的工作帶來哪些好處。 Zortrax 速度模式最適合做什麼專用於Zortrax M200 Plus、Zortrax M300 Plus和Zortrax M300 雙3D 列印機的Zortrax 速度模式可在執行標準固件更新後出現在每台列印機菜單中的“列印速度調整”選項卡中使用。通過一些您可以在列印前或列印過程中更改的參數,您可以輕鬆控制 3D 列印速度並將完成項目的速度提高 3 倍。  Zortrax 速度模式在 3D 列印機的免費固件更新中可用。您可以在列印機的選單中控制 3D 列印速度。 由於現在可以優化製造流程並在更短的時間內生產更多單位,因此新功能最適合提供 3D 列印服務或經營 3D 列印農場並每天製造許多 3D 零件的公司。從本質上講,速度模式是提高Zortrax 3D 列印機生產能力的一種方式,並為許多行業分支帶來可衡量的好處,在這些行業中,執行時間對企業和客戶都至關重要。  我們可以看看在裝配線上大量使用 3D 列印工具的大型汽車工廠。這些工具通常具有簡單的幾何形狀,必須盡快交付給裝配工人,以免停止進一步的生產。這就是使用速度模式可以產生巨大影響的地方。您可以在我們的一篇文章中了解波蘭的豐田工廠如何使用此類 3D 列印工具:豐田工廠如何使用 Zortrax 3D 列印機案例。另一個例子可能包括負責快速原型製作的部門以及在其產品中融入 3D 列印元素的大量生產的公司。最後,速度模式非常適合用於通過噴砂或噴漆進行進一步後處理的模型。 查看一個簡短的教程,其中顯示瞭如何在 3D列印機中使用速度模式。在剪輯的第二部分,您可以看到 3D 列印與標準速度和速度模式的比較。 如何使用列印速度調整選項使用速度模式不需要任何硬體修改。安裝新韌體更新時,請按照螢幕上顯示的說明進行操作。安裝完成後,轉到“設置”-“>工作選項”->“列印速度調整”。 有三個參數可以提高3D列印速度。讓我們對可用選項進行一些說明: 列印速度 (%) – 這是一個值,用於確定擠出機在列印時沿 X 軸和 Y 軸移動的速度。默認值為 100%,最高可達 300%。但是,請務必記住,列印填充、支撐和輪廓的速度值並不相同。因此,當您將列印速度設置為300%時,模型的每個部分的列印速度將比其預設值快3倍。 加速度 (x) – 這是一個值,用於確定將列印方向從 0 更改為之前設置的速度後擠出機的加速速度。它可以緩慢或更快地獲得速度。預設值為 x1.0;我們建議使用 X1.5。 溫度偏移 (°C) – 它是確定印刷過程中熱端溫度的值。在預設熱端溫度下,擠出機運動速度越快,可能會導致列印件結構的材料缺陷。因此,為了“跟上”適當的擠出以非常高的速度進行印刷,您可以將擠出溫度提高5°C(不建議更多)。  可以通過兩個參數控制 3D 列印速度:列印速度和加速度。 值得注意的是,使用新工具,用戶還可以獲得更多的設計靈活性,因為可以在列印過程中更改列印速度,而無需按下暫停按鈕。讓我們以包含簡單和更複雜結構的設計為例。使用此類模型,您可以使用標準速度來保持細節的高精度,並在處理不太複雜的零件時提高列印速度。
在嘗試速度模式之前,需要記住一些事情。首先,遵循維護指南並事先執行所有重要活動。接下來,進行平台校準,確保穿孔板上沒有粘合劑殘留。最後,儘管提高了列印速度,但筏板始終以標準速度列印,以確保它正確地粘附在穿孔板上並促進進一步快速的 3D 列印。 得益於速度模式選項,我們的主力 3D 列印機——M200 Plus、M300 Plus 和 M300 Dual——進入了製造可能性的新維度,變得比以往任何時候都更加高效和快速! 這些預裝了速度模式的 3D 列印機僅在 5 月底之前提供 16% 的折扣。聯繫我們來聊聊!
 BASF Ultrafuse® PP GF30 是一種聚丙烯基複合線材,添加了 30% 的玻璃纖維進行增強。它是各個行業中最常選擇的材料之一,尤其是在汽車領域。它的特點是具有極高的剛度和耐熱、耐紫外線和耐化學性。 這種工業級線材非常輕,可為列印部件提供高尺寸精度。當在不利和潮濕的環境中列印用於要求苛刻的測試的功能原型時,它會發揮最佳作用。此外,線材非常適合列印結構件以及工具和固定裝置。 BASF Ultrafuse PP GF30 具有很強的研磨性能,因此在 3D 列印時應使用直徑為 0.6 mm的硬化鋼噴嘴。
 Henkel/Loctite 是高性能工程樹脂的領先製造商之一。 Zortrax 工程團隊與 Henkel/Loctite 專家合作,為 Inkspire 2 支持的每種 Henkel/Loctite 材料構建了經過全面測試的列印配置文件。這一廣泛的校準過程包括在 Zortrax 和 Henkel 實驗室列印樣品,並使用 Zortrax Cleaning 對其進行後處理站和 Zortrax 固化站。更改並測試了各種列印參數,直到每種樹脂在 Inkspire 2 上 3D列印的部件都達到了 Henkel/Loctite 聲明的熱性能和機械性能。 堅韌樹脂 堅韌樹脂在斷裂前可以承受非常高的負載。與剛性材料相比,它們在壓力下會更快屈服,但需要更大的力才能達到斷裂點。 因此,堅韌的樹脂通常用於在高負載下工作的機械部件。
 BASF Forward AM 是全球最大的光聚合物樹脂製造商之一,提供範圍廣泛的專用於 UV LCD、DLP 和 SLA 3D 列印機的材料。 Zortrax 工程師與 BASF Forward AM 合作開發了列印配置文件,確保在 Inkspire 2 上充分利用 BASF Forward AM 最先進的樹脂。Inkspire 2 支持的每種 BASF Forward AM 材料都經過了嚴格的兩階段驗證確保 3D 列印部件的機械和熱性能達到或超過製造商聲明的值的過程。該過程在 Zortrax 總部和 BASF Forward AM 3D 列印實驗室獨立進行,包括在 Inkspire 2 上對部件進行 3D 列印,並在 Zortrax 清潔站和 Zortrax 固化站進行後處理。 高剛性樹脂
堅韌樹脂 堅韌的樹脂在斷裂前可以承受非常高的負載。與剛性材料相比,它們在壓力下會更快屈服,但需要更大的力才能達到斷裂點。 因此,堅韌的樹脂通常用於在高負載下工作的機械部件。
彈性樹脂 彈性樹脂的用途是模擬各種橡膠。這種材料通常用於密封件、墊圈或鉸鏈。 它們的彈性程度、機械強度和熱性能各不相同,可滿足廣泛的工程需求。
高溫樹脂 高溫樹脂可以承受高溫而不會失去其機械性能。這種材料用於快速3D列印成型級元件或製造在高溫環境中運行的零件。
 Zortrax 宣布推出一款新的光固化3D列印機,專注於新的 Inkspire 2。 總部位於波蘭的 Zortrax 多年來一直在生產備受讚譽的3D列印機。該公司最初提供以線材為主的設備,幾年前使用 Inkspire 設備進入樹脂3D列印領域。 現在,該系統已升級到 Inkspire 2。有什麼變化?事實證明,相當多。 首先,最初的 Inkspire 的構建體積是 132x 74x 175mm,但 Inkspire 2 將其增加到了驚人的 192x 120x 280mm。這使得 Inkspire 2 成為桌上型樹脂3D列印機最大的構建量之一。 Zortrax 除建構量外還顯著提高了系統LCD光引擎的功率。擁有「7倍」大的光引擎。這是通過使用產生紫外線的新型LED以允許更多光線通過每個像素的單色LCD面板來實現的。這種額外的功率意味著該設備應該列印得更快,並能與多元樹脂兼容。 Inkspire 2 包含許多我希望在更多樹脂3D列印機上看到的有用的便利功能,包括: ✦ 集成 HEPA 空氣過濾系統 ✦ 軟關閉傾斜紫外線罩 ✦ 泵系統自動將樹脂添加到大桶中 ✦ 構建板的快速釋放桿 ✦ 樹脂擦拭器使樹脂四處晃動並保持混合 ✦ 易於清潔的樹脂桶
還新增了一個非常有趣的功能─斷電保護。一般這在FFF 3D列印機上才擁有此設置,能夠確保在斷電時可以恢復列印,不受影響。 而 Inkspire 2 上卻發現了相同的功能! Zortrax 解釋說: 「Zortrax Inkspire 2 具有與 Zortrax M系列 Plus 3D列印機相同的、經過驗證的、真實的停電響應系統。在任何時候,機器都會儲存足夠的能量,以便在發生停電時保存列印進度。重新打開電源後,可以從同一位置恢復3D列印。不再有失敗的列印,不再浪費時間,不再浪費樹脂。」 實際上,我相信這種能量回收過程在樹脂3D列印機上比在 FFF 3D列印機上效果更好,這僅僅是因為樹脂列印的每一層都是一次完成的。這意味著恢復將始終從所需的精確整個層開始,並將故障風險降至最低。 雖然這似乎是一個獨特的功能,但我現在想知道為什麼其他生產樹脂和 FFF 設備的 3D列印機製造商不在樹脂設備上提供此功能。也許在 Zortrax 的帶領下,他們會的。 3D列印機是一功能機器,但我確實稱其為「系統」。事實上,Zortrax 不僅發佈了列印機,還發佈了材料和後期處理設備。 後處理設備由新的 Zortrax 清洗站和 Zortrax 固化站組成,該清洗站從列印件中去除多餘的液體樹脂,該固化站將列印件暴露在額外的紫外線下以完成固化。 
Zortrax 樹脂技術負責人 Artur Chendoszko 說: 「在開發 Inkspire 2 時,我們的目標是創造一種創新的樹脂3D列印機,其先進程度足以為市場上最耐用的樹脂提供服務。對我們來說同樣重要的是在整個平台上提供最高品質,並使流程盡可能自動化和清潔。我們通過 Inkspire 2 中引入的一系列高功能實現了這一目標。它現在能夠為最初專用於其他技術(如 DLP)的樹脂提供服務,並3D列印由全球領先的樹脂製造商提供的最苛刻的工程樹脂,像 Henkel/Loctite 和 BASF Forward AM。 Inkspire 2 還以其高度自動化和構建平台每個點的統一列印品質而脫穎而出。」 此文章由 Kerry Stevenson 分享
Kerry Stevenson自2007年創立該公司以來,Kerry Stevenson,又名「「General Fabb」,已在Fabbaloo撰寫了超過8,000篇關於3D列印的故事,旨在在全球推廣和發展令人難以置信的3D列印技術。 點擊閱讀更多 Kerry Stevenson 撰寫的文章>>  承襲多年全球獲獎無數的Zortrax M200 3D列印機。 Zortrax M200 Plus 3D列印機進化了多項新穎的3D列印功能為使用者提供更好的便利性。 M200 Plus是此款廣受好評的3D列印機的現代化版本,在硬體和軟體設計上進行了多項改進。 兩種模型均在單噴頭模式下工作。然而,M200 Plus搭載了進階版的噴頭,能與TPU和尼龍材料相兼容。 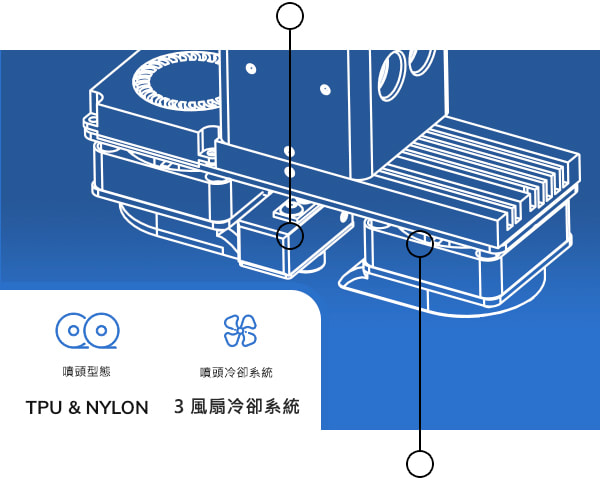 一個擠出機風扇冷卻器還不夠,所以我們給了M200 Plus三個!它有一個冷卻噴頭組的徑向風扇和兩個冷卻列印件的風扇。 最初為M200設計的穿孔板可防止翹曲,非常適合列印大型模型。在M200 Plus中,用戶也可以使用玻璃板。 如果您的客戶想要更快地列印或獲得超級光滑的第一層,他們可以將印板從穿孔改為玻璃印板。   我們用M200的旋鈕替換了OLED顯示螢幕,在M200 Plus中使用了 4英寸 800x480 像素的觸控螢幕。 透過Zortrax M200 Plus提供的WiFi無線功能,讓您的電腦就像是個通訊指揮中心。 串聯起所有的3D列印機。為你的電腦與3D列印機之間提供了一項更聰明且便利的傳輸選擇。  也適用於監督用戶列印! M200 Plus 搭載了一顆攝影鏡頭,客戶可以隨時在 Z-SUITE 中顯示預覽。
為了操作上更為輕鬆,可通過 Zortrax inCloud 執行開始、暫停和停止列印過程,這是一個雲端的平台,可協助處理 3D列印項目。 若您對Zortrax M200 Plus有興趣,歡迎查閱 Zortrax M200 Plus 商品頁或聯繫我們瞭解詳細! Zortrax 3D切片軟體更新一版 Z-SUITE 3.0 測試版,
絕對值得一試,它為3D模型的關鍵參數帶來了顯著的變化和改進 Z-SUITE 3.0 測試版主要更新 : 主要新穎之處是外牆選項,它允許依需求調整所生產零件的機械耐用性和尺寸精度水平。 現在,您可以通過增加列印輪廓的數量來為您的列印提供額外的強度和更高的精度。 🔸多輪廓功能帶來巨大好處 ◆增加耐用性: "外牆"選項允許您輕鬆加固 3D模型。如果您的目標是在最終列印中具有足夠的耐用性,只需增加 Z-SUITE 中的外牆數量即可。調整此參數對於具有開口的模型或用於任何類型的後處理(機械或化學)的模型特別有用。有了更多的外牆,您可以確保不會損壞列印件,例如,在其中組裝螺母或螺釘。此外,在化學平滑過程中,更多的外壁可以帶來更好的後處理效果。 ◆提高尺寸精度 使用多輪廓功能還可以提高最終零件的精度。此選項減少了尺寸精度的差異,因為從第一個列印層到最後一個列印層的輪廓數量是恆定的。因此,您會注意到懸垂區域的質量更好,變形更少。如果您想從單獨的部分組裝您的 3D 模型,請選擇更多數量的外牆。您的印刷品將更精確地代表設計並完美地相互契合。 🔸新填充圖案以提高強度 - 三角形、螺旋形、同心 ◆三角形 – 這種填充類型推薦用於必須對垂直施加的力(如接頭和鉸鏈)表現出更好的壓縮強度的型號。 ◆螺旋形 – 這種填充式專為必須承受沿所有三個軸施加的力的模型而設計。這種模式的形狀在所有三個方向上都發生了變化,因此,為模型提供了高的整體強度,例如功能原型和最終用途部件。螺旋形填充物可以成功地用於較低的填充密度水準,從而説明您減少材料消耗。 ◆同心 – 這種填充類型適用於具有許多窄小元件的模型,以及用透明和柔性細絲列印的零件。此圖案反映了模型的外壁,並均勻地支撐頂層。還建議與高填充密度值一起使用。還為固體填充類型引入了同心圖案,以進一步提高在此模式下列印的零件的耐用性。 🔸薄壁動態填充 另一個值得一提的特徵與模型中非常薄的壁和外壁和內壁之間的小間隙有關。我們改進了為這些區域生成填充物的方法,現在它們具有單路徑填充物,可通過可變材料進給列印。Z-SUITE 3.0 BETA 將根據薄壁或間隙的寬度動態調整燈絲的數量。因此,您將能夠在頂部或底部表面打印具有更少偽影(例如孔)的更堅固的零件。 🔸新接縫類型可進行更多控制 ◆用戶指定 – 您可以通過選擇其在 X 和 Y 軸上的坐標來指示平台內的特定點,表示為綠色條,並且接縫將盡可能靠近所選點生成。這種類型的接縫對於任何展覽模型或功能部件都非常有用。您可以將接縫放置在對象的後部, ◆內角 – 一旦選擇此選項,切片器將“隱藏”模型幾何圖形內角的接縫。 ◆最鋒利的角 – 與以前的類型類似,此選項將通過將接縫放置在模型上最鋒利的外角上來使接縫不那麼明顯。 閱讀更多 https://zortrax.com/....../z-suite-3-0-beta-a-major....../ 下載 Z-SUITE 3.0 測試版 https://support.zortrax.com/downloads/ |



























































品測科技股份有限公司 QTS Corporation
新竹縣竹北市嘉興路338巷8號1樓 No.8, Ln.338, Jiaxing Rd., Zhubei City , Hsinchu County 30264 ,Taiwan |
Copyright © 2023 品測科技股份有限公司 QTS Corporation All rights reserved.
|