|
2019-08-29 原文出處:3D科學谷 隨著金屬增材製造技術的不斷深入應用,如何提高製造質量、製造效率,降低製造成本,成為人們關注的焦點。利用仿真分析工具,開展金屬增材製造過程分析,可以有效幫助企業快速固化不同零件的成形工藝,提高零件的成形質量和效率,降低零件生產周期和廢品率。 關於仿真在粉末床雷射熔化工藝的應用,谷.專欄曾經通過《專欄 l SLM工藝仿真綜述》系列的三篇文章加以分析。本期專欄《案例展示金屬增材製造過程仿真分析(上篇)》將結合具體案例展示如何開展基於粉末床雷射熔化成形製造過程仿真分析,從而減少工藝試錯成本。 宏觀尺度增材製造過程仿真分析 宏觀尺度增材過程仿真分析,包括如何藉助仿真分析工具,進行構件的快速擺放設計、支撐優化、結構優化、變形補償,以及熱處理過程的仿真分析優化。 - 藉助仿真分析實現構件快速擺放 某汽車懸架系統控制臂,在實際成形前,基於ANSYS Additive Print增材仿真分析軟體進行不同擺放方式下快速仿真分析,確定最佳擺放方式。圖1為控制臂的三種擺放方式,圖2為計算變形結果。 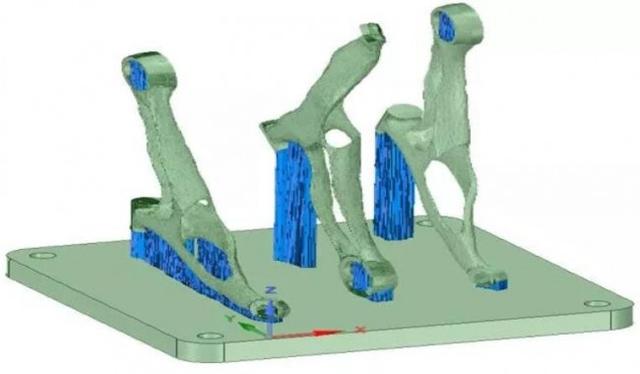 圖1 控制臂不同擺放方式。來源:安世亞太 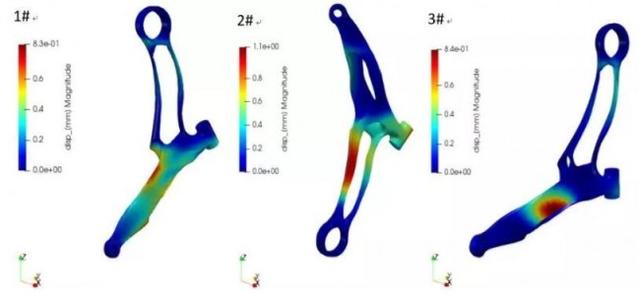 圖2 三種擺放方式下變形對比。來源:安世亞太 對比三種擺放方式(如表1所示)的計算變形結果以及支撐面積、支撐體積、成形高度,可以選擇最適合客戶要求的擺放方式。構件擺放方式直接決定著構件可否成功成形以及成形質量、時間、成本,對於複雜構件,僅依靠工程師的經驗很難快速確定最佳擺放方式,往往需要藉助工藝試錯實驗來確定,不僅給企業添加額外製造成本,而且大量延長了產品研發、生產周期。利用仿真分析,從構件變形、應力分布、支撐添加量、成形時間等因素綜合對比,可以幫助工程師快速實現構件最佳擺放方式的確定。  表1 三種擺放方式綜合對比。來源:安世亞太 - 仿真分析優化支撐結構 工藝支撐(支撐、約束、散熱作用)既要保證構件成形質量,又要容易去除,且支撐內部粉末要容易回收,避免原料浪費。因此,對於雷射粉末床熔化成形工藝過程,支撐結構的設計和優化極其關鍵。現階段支撐結構優化手段匱乏,主要依靠工藝試錯試驗,所以往往耗時、耗力、耗材。基於增材仿真分析進行支撐結構優化,可以避免反覆的工藝試驗過程。 以某零件支撐設計為例,該零件由拓撲優化設計而成,結構較複雜,薄壁、細小連接杆件、孔結構以及懸垂結構較多(如圖3a、b所示),對支撐設計要求較高,需要進行合理優化。因此,在最初支撐設計的基礎上,利用ANSYS Additive Print仿真分析軟體預測構件變形、應力分布,基於預測結果,進行相應的支撐再優化,實現較佳的支撐設計(如圖3c、d所示),確保了零件的高質量成形。 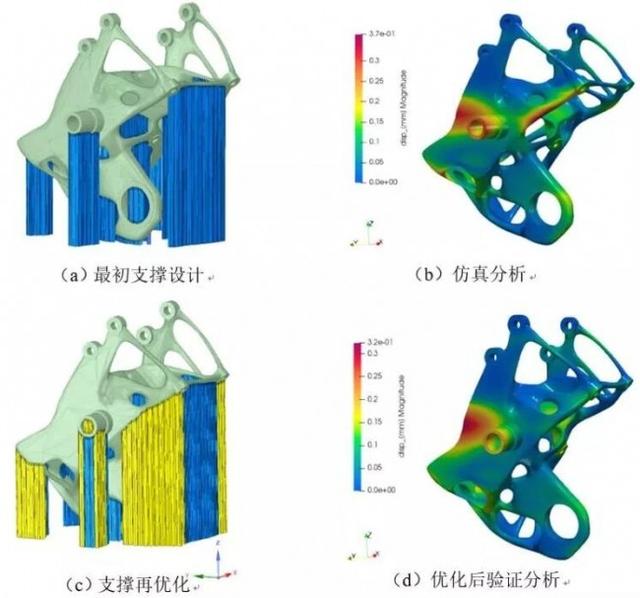 圖3 某零件仿真分析優化支撐結構。來源:安世亞太 - 藉助仿真分析實現構件結構優化 雷射粉末床熔化成形工藝具有自身獨特的製造特徵約束,包括工藝、材料性能以及結構特徵約束(如表2所示)。目前拓撲優化軟體很難完全考慮製造約束,拓撲優化結果直接成形(或者其他類非面向增材設計零件)往往需要添加大量的工藝支撐,而且薄壁結構、細小連接杆件等增加了成形風險。因此,需要對結構再次進行基於增材製造約束的優化設計,經過優化設計,懸垂面減少,成形時支撐添加量減少,薄壁特徵、細小連接杆件等特徵也得到優化,成形成功率提高,製造成本也將明顯降低。 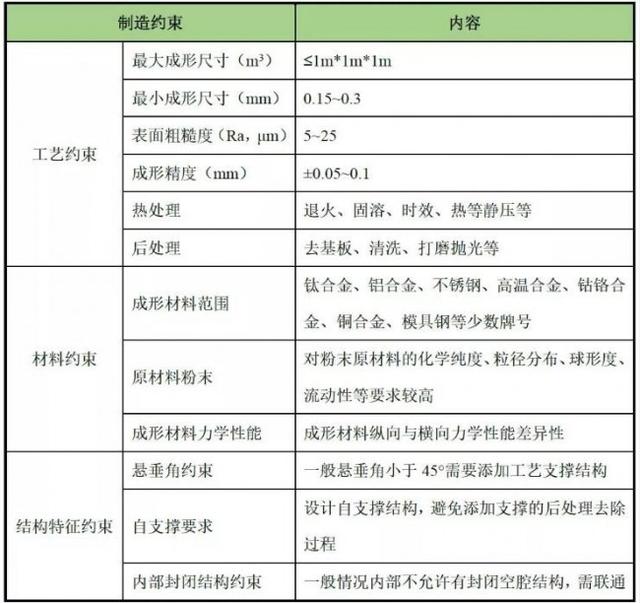 表2 雷射粉末床熔化成形製造約束。來源:安世亞太 以某零件為例,通過對設計結果進行增材仿真分析,進行結構的重新優化設計,變形風險明顯降低(如圖4所示)。 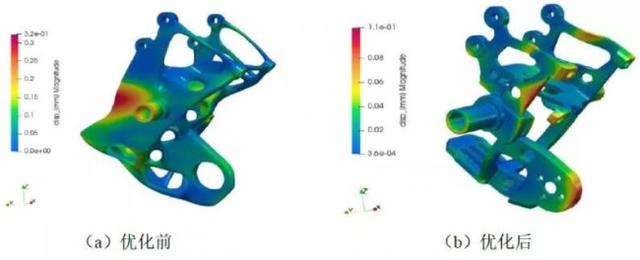 圖4 某零件拓撲優化結果再優化設計。來源:安世亞太 - 變形補償提高成形精度 金屬增材製造構件熱變形很難避免,通常控制手段包括支撐約束、工藝參數優化等。熱變形對於構件成形質量影響較大(對於精度要求超過工藝製造精度,必須依靠後處理機械加工來保證),對於某些對裝配要求較高的構件,一定程度熱變形失真可能直接導致零件報廢。 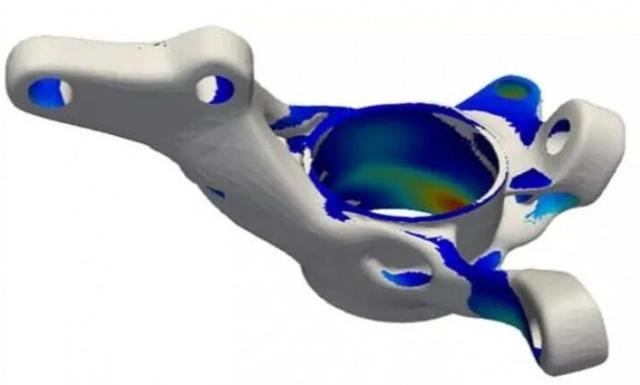 圖5 某零件變形補償模型。來源:安世亞太 藉助仿真軟體分析,自動輸出變形補償模型(如圖5所示),以變形補償模型做為實際成形原文件,可以有效提高構件成形精度。 - 增材製造後處理-熱處理仿真分析優化 金屬增材製造成形快速的凝固過程,可以得到較為細密的微觀組織結構,然而,由於其「先天」的工藝特徵,成形構件殘餘應力、成形材料內部氣孔缺陷很難避免。通常情況下,金屬增材製造成形材料具有「高強低塑」特徵,且部分合金材料在快速凝固過程中強化相來不及析出(第二相析出強化機制),因此成形後材料塑性或強度指標需要通過熱處理進一步改善。 熱處理作為金屬增材製造較為重要的後處理組織性能調控環節,可以有效的提高成形材料綜合力學性能以及消除材料內部缺陷。利用仿真分析工具,對增材製造熱處理進行仿真分析,可以達到優化熱處理工藝參數的目的。 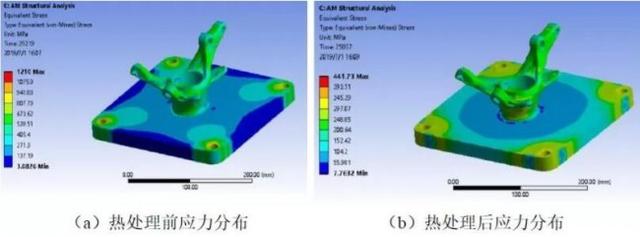 圖6 870℃保溫2小時,熱處理結果。來源:安世亞太
未完,《案例展示金屬增材製造過程仿真分析(下篇)》將通過案例展示微觀尺度增材製造過程仿真分析,敬請關注。
0 評論
發表回覆。 |
 RSS 訂閱
RSS 訂閱



品測科技股份有限公司 QTS Corporation
新竹縣竹北市嘉興路338巷8號1樓 No.8, Ln.338, Jiaxing Rd., Zhubei City , Hsinchu County 30264 ,Taiwan |
Copyright © 2023 品測科技股份有限公司 QTS Corporation All rights reserved.
|