 Inkspire的韌體更新 ver.20017 更新內容如下
下載位置:點擊
0 評論
Zortrax Inkspire是如何運作? Zortrax Inkspire採用UV LCD技術,使用液體光聚合物和光源來製造零件。模型在顛倒位置逐層打印。UV LCD技術涉及使用液體樹脂在罐的透明下側(FEP膜)上投射層的圖像,並使用來自UV燈的背光來固化該層。每層固化後,燈暫停運行。在暫停期間,層凝固並且平台上升並且自身降低,因此樹脂均勻地分佈在罐中用於下一層。列印機配有LCD螢幕,負責投影連續的層並屏蔽UV光。由於這一點,層外圖像之外的樹脂沒有固化,可用於列印模型的其餘部分 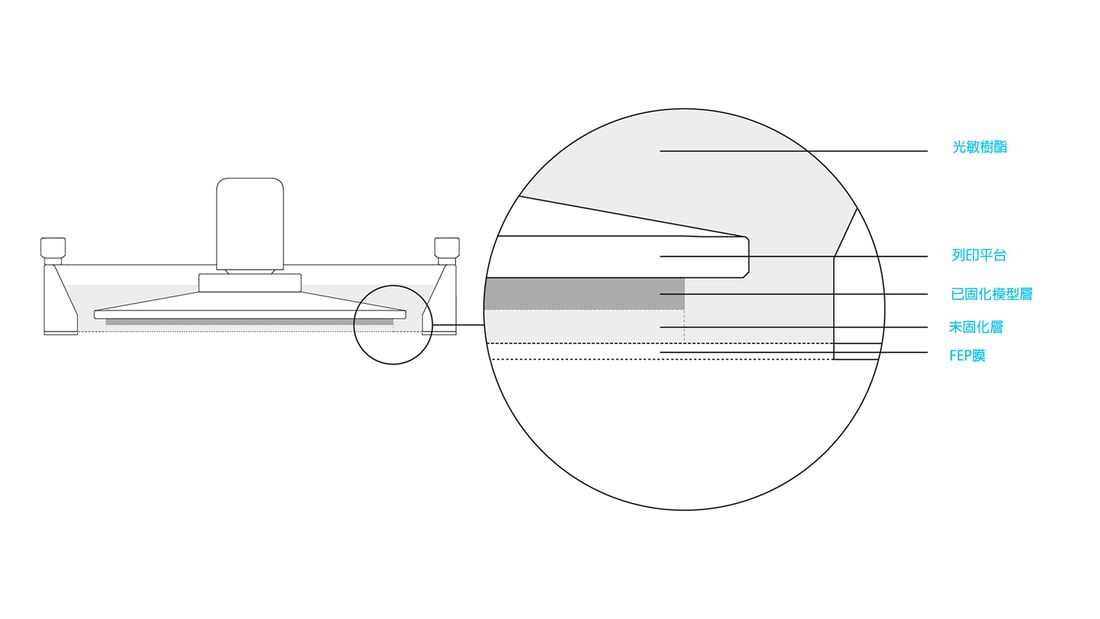 在Z-SUITE中設定您需要要用於模型的材料類型並調整必要的列印設置,例如層厚,每層曝光時間,曝光關閉時間或應生成多少支撐結構。Zortrax Inkspire的項目需要在方向和支撐方面做出特殊準備。在UV LCD 3D打印中,在列印過程中與平台平行的每個層必須盡可能小以便成功列印。這就是為什麼,一旦你將文件上傳到Z-SUITE,你必須找到你的模型的最佳位置,並以一個角度安排它。無論工作區中放置的型號數量如何,列印速度和精度都保持不變。您可以在平台上放置多個模型並開始小量生產
要開始列印過程,請打開列印機,準備與您在Z-SUITE中選擇的材料相對應的材料,並小心地用適量的液體樹脂填充至樹脂槽。在使用Zortrax Inkspire時,您可以在Z-SUITE中啟動,停止和暫停列印過程。準備好文件後,您可以通過兩種方式將其從Z-SUITE傳輸到列印機的存儲。您可以將文件保存在USB隨身碟上,然後將其插入設備前端的端口,或通過Wi-Fi /網路線從Z-SUITE傳輸文件。 ABS(丙烯腈丁二烯苯乙烯)是3D打印中最早和最常用的熱塑性塑料之一。 它非常堅固,使其成為個人和工業用途的絕佳選擇。 此材質有著優秀的對抗日常磨損能力,因此您可以在汽車保險槓,電子零件外殼,甚至每個孩子最喜歡的樂高積木中找到它,若一個不小心踩到將感受到莫大的艱辛和痛苦。 且在列印完成後的後製上,ABS也非常合適。 一來是它強韌的特質,且它可被丙酮溶解,因此可以進行化學反應造成平滑效果,以隱藏列印上的痕線。 因此它可以創造出近乎完美的外觀質感。 但是,如果您不習慣使用ABS進行打印,您可能會感到窒礙難行。為了做好充分準備,您需要在開始列印之前採取某些措施  熱身開始! 首先最重要的任務之一是找到最佳的溫度設置。 最常見的噴嘴溫度預設為220-250°C。 最佳熱床溫度通常為110°C 設置取決於不同的機器,有必須進行測試。 對於使用不同3D列印機的不同用戶而言,它們可能會有所不同,但通常220-250°C是最常見的溫度預設。為什麼這麼大的變化呢?這一切都取決於您正在使用的機器類型。市場上具有不同規格的3D列印機的數量使得幾乎不可能為所有這些打印機找到一個特定的設置,因此您必須準備好靈活並測試不同的選項。其中設置熱床是必不可少的,最好確保您的打印機有加熱底板。通常,最佳溫度被認為是110°C,但在您開始進行大量打印之前,您可能會嘗試先在各種機器上進行測試。當然如果較低的溫度適合您的機器,那麼你也應該保持該設置。 但也不是說有加熱底板就一定能列印成功,你仍然需要某種黏合力。 當您打印第一層時,ABS需要一些東西來固定自身。 它可能像口紅膠或ABS Juice一樣簡單。 我們在先前的文章曾經介紹瞭過,有興趣的可以照著我們的教程中製作一個。  固定列印件 為了使您的列印件在第一層列印過程中更加成功,您還可以使用一些特殊的底層設計,特別是如果您決定打印大或薄的部件,這可能無法正確附著在平台上。 底層將作為第一層的錨點,並通過在模型周圍添加幾個塑料環來防止翹曲,從而創建額外的表面區域以壓住模型的邊緣。 你使用的線材越多,其越容易附著在平台上。 另一方面,底層將在您的列印件下方列印一種全新的塑料結構,這將能支撐複雜的設計,並且可以在列印完成後將其移除。 保持環境清潔 當您更換線材時,您必須記住在嘗試取出材料之前先加熱噴嘴。 否則,如果線材在噴嘴內部冷卻,它會形成一道膜,然後你必須清潔它。 不過堵塞的噴嘴對於3D列印機使用者來說並不是什麼新鮮事,當您遇到它時,您也不必感到震驚。 這是定期使用會發生的結果。因此當它發生時,您可以先做好準備,並按照您在所選3D列印機上的手冊中給出的指示。 通常最簡單的方法是使用刷子從齒輪中取出卡住的線絲。 小技巧筆記 1.記得有效率的清潔噴嘴 2.在封閉的環境中進行3D列印可以提高列印品質並減少翹曲 3.通風良好或過濾的列印區域將消除任何令人不快的氣味 儘管遵循了所有提示,您仍然可能會發現您的列印品質較差。 如果您沒有封閉的列印環境,則可以進行以下操作。由於有些打印機配有側蓋,可以幫助您在打印室內保持穩定的打印溫度,從而立即解決了這個問題。 但是如果您正在使用沒有側蓋的3D列印機,您可以製作自己的臨時外殼或只是在其上放置一個保溫袋。 任何將熱量保持在內部並且不會干擾列印過程的東西,這將對您的列印品質帶來幫助。  封閉區域還可為您在ABS列印時提供另一個好處。 主要是它應該保留一些與這種類型的線材相關的氣味。 ABS以釋放令人不快的氣味而聞名,同樣適當地為您的工作區域通風也很重要。 如果您打印的地方沒有通風系統,則應考慮打開窗戶或使用其他通風環境。另外現代3D列印機配有獨立的空氣過濾系統或HEPA過濾器,除了消除源頭的氣味外,還需注意3D列印過程中產生的煙霧。 維持水平 在開始3D列印之前,確保列印平台水平的重要性,對於列印品質影響莫大。大多數高端設備都有一個自動系統來保持基本的水平。 然而,由於列印機的種類繁多,有些設備需要手動調整,或由不同的方法做到這一點。 在這種情況下,通過手冊搜索應該會給出您正在尋找的答案,重要的是確保床和噴嘴之間的距離一致。 ABS是一種很受專業製造商喜愛的線材。 使用這種塑料列印的產品具有抗老化的效果,加上易於後處理的特點,此外在印刷階段易於翹曲的一大問題可以通過使用良好的打印機和封閉的印刷環境輕鬆克服。 這就是為什麼ABS線材在正確使用時可以成為許多製造商的絕佳選擇。 好吧,除非你想要打印食物,但我猜你的父母已經教過你從不把LEGO放在嘴裡。
Celine和Sandrine Goberville姐妹是參加10米空氣手槍射擊的法國頂尖運動員。 Celine是一名奧運會銀牌選手,並曾經奪得三次歐洲冠軍,而Sandrine Goberville是目前在為2020年東京奧運會訓練的法國國家隊的成員。而他們所用空氣槍的握把是由Zortrax PLUS系列以Z-ULTRAT製做而成。其製作公司 Athletics 3D是由Clement Jacquelin領導的冬季運動設備製造公司。  奧運會10米射擊 這個10米長的氣手槍是一個奧林匹克射擊活動,用距離10米的4.5毫米口徑氣槍射擊。 對於女性來說,每個參賽者必須在50分鐘內射出40發子彈。 Celine和Sandrine使用由著名的瑞士公司Morini製造的CM 162el氣槍。 CM 162el手槍基於Morini於1992年推出的設計,直到今天仍以大致相同的形式生產。 且他的實力已被多方證明,該設備被多個奧運冠軍用於10米射擊。  Morini為他們配備了標準的胡桃木手柄,非常適合大多數射手,但幾乎所有頂級運動員都有自己定制的手柄和自己的手。 “Celine和Sandrine的情況也是如此”,Jacquelin說。 “已經使用相同的木質手柄已有近10年,而現在他們決定嘗試新的東西”。 減輕重量 因為10米手槍中的女射手必須在50分鐘內射擊40次,所以手槍的重量,其平衡以及它適合手的方式會顯著影響準確性並因此影響結果。 “細節的差異將可以決定勝敗”,克萊門特說。 手槍太重或太大,會導致最後幾槍由於疲勞而比第一槍更偏離標記。 “必須假設射擊位置並保持近一個小時。 這令人筋疲力盡,其訣竅在於減輕射手的負擔,“Athletics 3D首席執行官補充道。 問題是CM 162el Morini氣動手槍的抓地力只能在有限的範圍內調節。 握把本身是固定的,因為它包含電子設備和電池供電。  唯一可調節的是手掌架,由位於手柄底部的兩個螺釘調節。 如果需要進行更改,則必須訂購新的夾具並由木材製成,這本身就是耗時且昂貴的。 然後,由於核桃木相對較重,因此存在重量問題。“因此,我們的目標是複製Goberville姐妹們一直在使用的握把設計,但讓它更輕”,Jacquelin說。 “我們已經使用Zortrax 3D打印機和Z-ULTRAT線材來做到這一點,”他補充道。 打造奧運會紀錄 這項工作始於對原始木質握把設計進行數字化處理。 “我們使用了Zeiss製造的3D掃描儀,這是一種非常精確的工具,可以正確地獲得形狀和所有比例”,Jacquelin解釋道。 然後他的團隊3D打印出新握把的第一個原型。 它比木製原件輕,但形狀相同。 “我們已經和姐妹們以及他們的教練和父親丹尼爾·戈伯維爾進行了一系列會談,”杰奎琳說。 在2018年10月初的巴黎會議之後,Goberville姐妹和來自Athletics 3D的設計師團隊將原型帶到距離法國首都40公里的Creil的射擊場。 3D打印手柄已經連接到手槍上並開始射擊測試。  "結果非常好!" Celine在可能的400條資格賽規則中獲得了391分。 這令人印象深刻。 她打平目前的奧運會紀錄列!“,”杰奎琳說。 “然後我們開始努力讓握力更好”。 完善設計 擁有木製握把的精準複製品,Athletics 3D的設計師提出了可能的改進。 “我們正處於這個過程的中間。 我們想要做的是改變原始設計中的小東西。 使夾具的某些部分更厚以改善平衡,改變一些角度以改善操作等。 但在這個層面上,正是這些細節能夠帶來改變,“杰奎琳說。  而新手柄也將經歷各種後處理階段。 “我們聽說過Zortrax在Formnext 2018上推出的Apoller蒸汽平滑設備,我們期待著使用這種設備”,Athletics 3D首席執行官稱。 根據他的說法,Celine喜歡用光滑表面的手槍握把,因此該後處理方式是Jacquelin正在考慮將最終產品達到她的標準的後處理技術之一。 “另一方面,桑德琳喜歡用更少拋光的表面握把,所以這完全取決於個人喜好”,Jacquelin解釋說。 “根據個人喜好定制產品是Zortrax技術的基礎。  在與Goberville姐妹共事的過程,我們不過像是將列印機裝在一輛麵包車裡,然後把它們帶到巴黎。 他補充說,我們可以得到一個新的原型,包括所有必要的調整,包括在一夜之間完成,而不是等待幾週需要從核桃中雕刻出來。“ 原文連結: https://zortrax.com/blog/3d-printing-helps-olympic-athletes/
模型擺放和支撐是影響Inkspire列印成功的兩個關鍵因素。在Z-SUITE中準備模型時,您可以遵循幾條規則,以使列印過程更容易並生成高品質的模型。正確調整這兩個設置還可以幫助您節省樹脂並延長FEP薄膜的使用壽命。本文提供了有關如何在Z-SUITE中使用模型和不同幾何的提示和指南。 注意!在載入模型之前,請確保它已正確設計並且其網格已封閉。 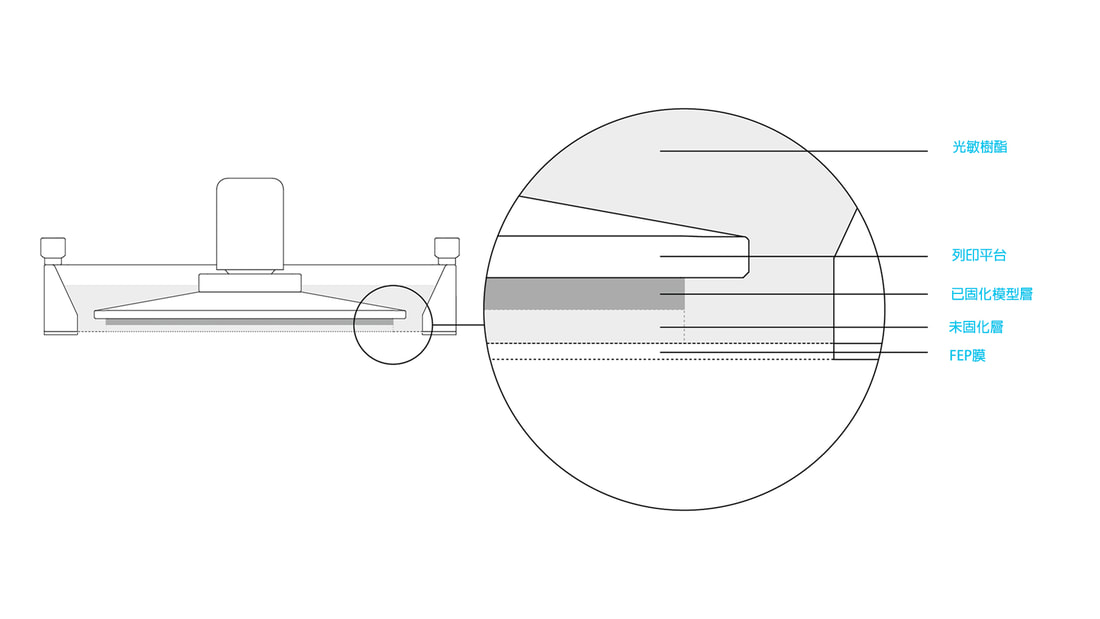 1.模型擺放 在UV LCD技術中,模型是逐層列印的。在列印過程中,每層液態樹脂在樹脂槽底部固化,更準確地說在FEP薄膜上固化。一旦平台上升使得樹脂均勻地分佈在用於下一層的槽中,則已經固化的層與FEP膜分離。然而,當平台向上移動時存在於槽中的抽吸力可能損壞列印品,因為先前印刷的層可能過多地粘附到FEP膜上並因此從列印平台上脫離。 因此,將檔案載入到Z-SUITE後,您要做的第一件事就是找到模型的最佳方向,以避免列印失敗。與平台平行的每個層必須盡可能小才能成功列印。這就是為什麼具有大而平坦表面的模型應該以一定角度佈置在平台上。在定向模型時,請注意其在Z軸上的截面並尋找可能的最小區域。如果模型在其結構中具有平坦區域,請確保這些區域也以一定角度排列。使用左側工具欄中的“ 旋轉”選項更改工作區中模型的方向。要在一個或多個軸上旋轉模型,請使用標記為紅色,藍色和綠色的控制器。 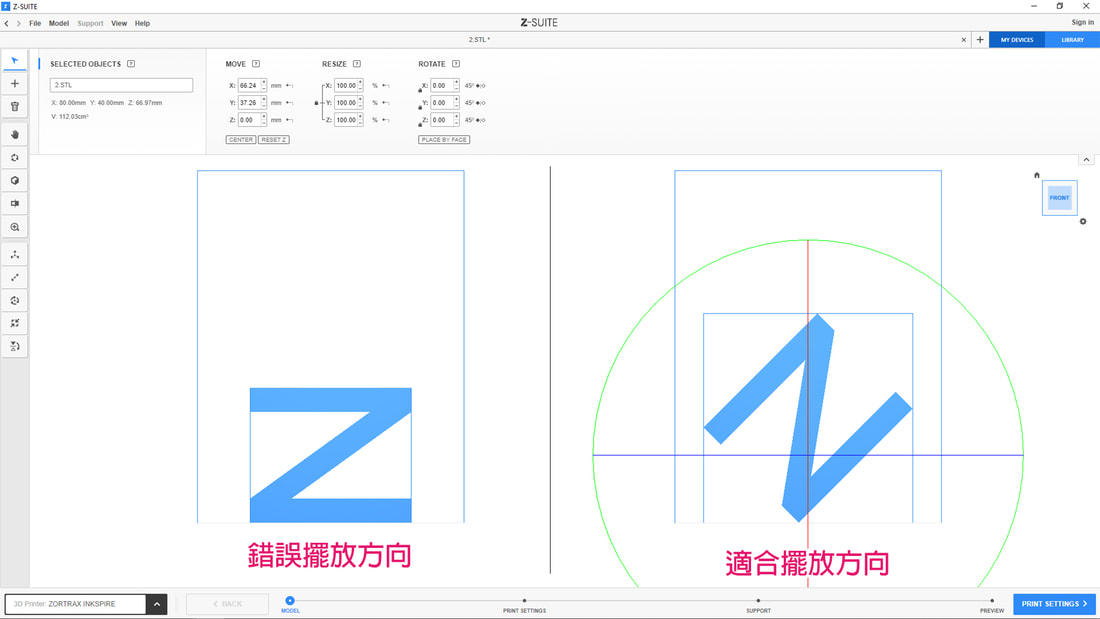 除了在X或Y軸上以一定角度佈置平坦表面之外,建議將模型佈置在平台上方一定距離處。使用“ 移動”選項可以在Z軸上提升模型。這樣,模型不會直接列印在平台上,而是支撐和附著底板上(5mm是默認高度)。 通過重新定位和抬升模型,您將為平台和支撐結構提供更好的附著力,並且該部件不太可能從平台脫離並落入樹脂罐中。此外,模型刪除將更容易。如果您使用相同的FEP膜列印多個模型,請將您的模型放置在平台的不同位置,以延長FEP膠片的使用壽命。 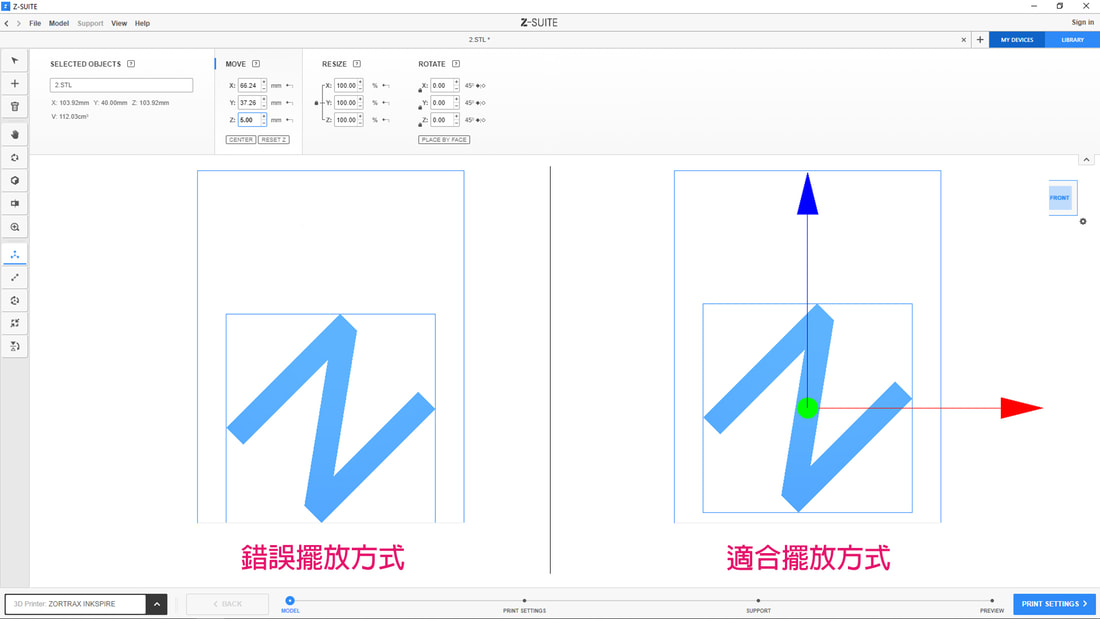 空心的模型,例如瓶子,也需要特殊的定向。首先,確保這樣的模型以一定角度排列,並且帶孔的區域面向平台。您還應該在Z軸上抬起模型,以避免液體樹脂被困在模型內。列印物件的正確擺放將使樹脂從整個結構流回到樹脂槽中。 但是,如果您的模型內部是空心(如空腔球體)的但沒有任何孔,請考慮在CAD軟件中重新設計它。如果模型的功能性和美觀性可能,則在其結構中創建一個孔,以便在列印過程中未固化的樹脂流出模型 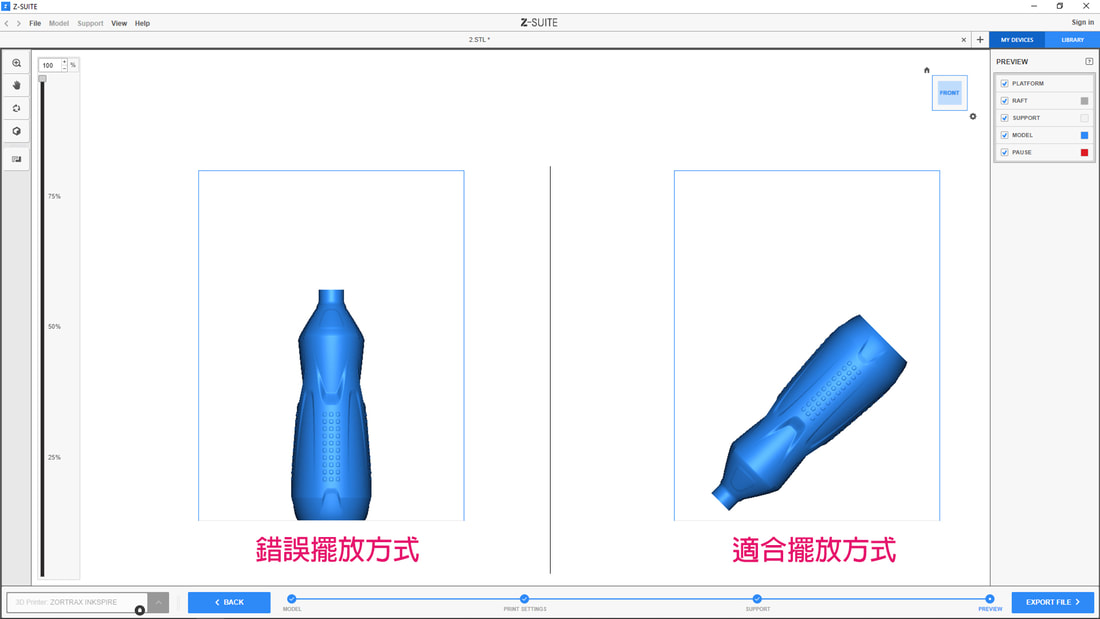 2.支撐 在Z-SUITE中準備模型時,您必須做的另一個重要步驟是添加支持結構。在顛倒的列印過程中,充分的支撐是必不可少的,因為模型必須適當地粘附到平台上並保持其原始形狀。此外,支撐必須承載列印物件的重量,以使其不會塌陷到樹脂槽中。Inkspire模型的支撐結構類似於以小尖端結束的薄柱。可以通過額外的交叉支撐進一步增增強兩個或更多個支撐。 您可以通過兩種方式為模型生成支持結構。您可以使用“ 自動支撐”選項,也可以在“ 添加支撐”菜單中手動添加支撐。但是,為了確保獲得最佳結果,請使用這兩個選項。自動生成支持並在預覽中評估其位置。檢查模型中最重要的元素是否得到正確支撐,並添加更多支撐或刪除一些支撐。 使用“ 自動支撐”選項時,確定各個支撐之間的間距(較小的值添加更多支撐),選擇支撐尺寸(使用較薄的柱體以支撐細節)和柱體尺寸(提示應構成支柱厚度的65%),然後點擊“ 生成”。。 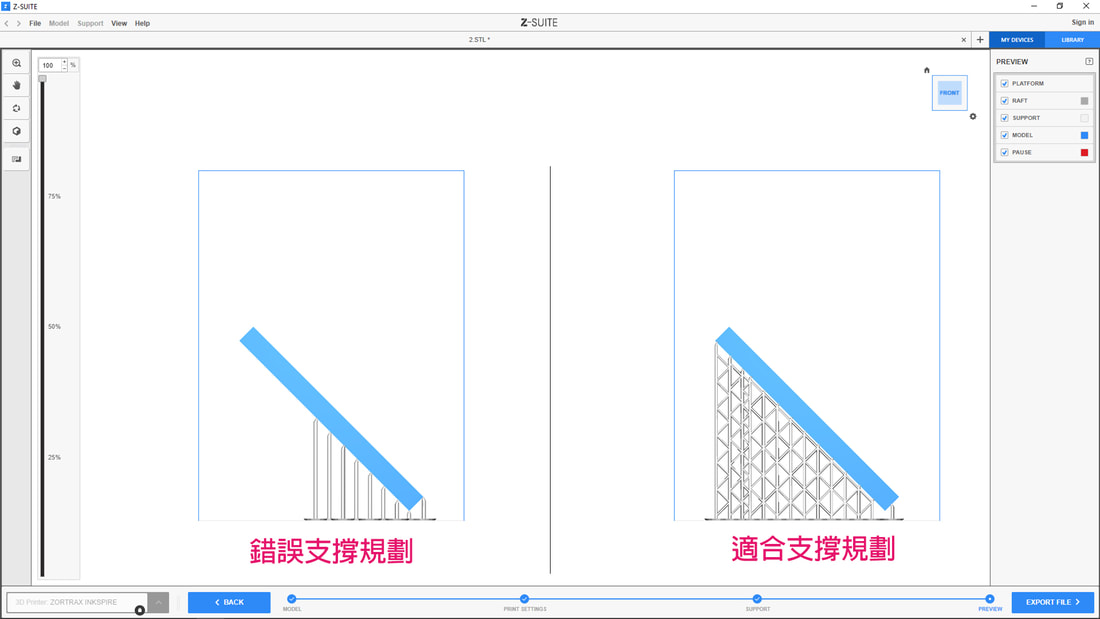 如果決定使用“ 添加支撐”選項,請將支撐添加到模型的所有傾斜邊緣或懸垂細節,包括項目結構中的細節。此外,為模型中的橋結構添加支撐,包括其最高點和最低點。根據模型的尺寸和重量,添加兩個或三個彼此靠近的支撐,以便更容易添加交叉支撐。必須始終通過額外的交叉支撐來加固更長的支柱。 支撐結構的位置和數量取決於模型的應用。每個模型都必須在添加支撐方面進行單獨評估。對於具有復雜幾何形狀的技術模型,獲得盡可能高的尺寸精度非常重要,因此,您必須支撐所有邊緣(包括開口中的邊緣)。 對於不規則形狀的模型,支撐所有具有懸垂細節的區域。 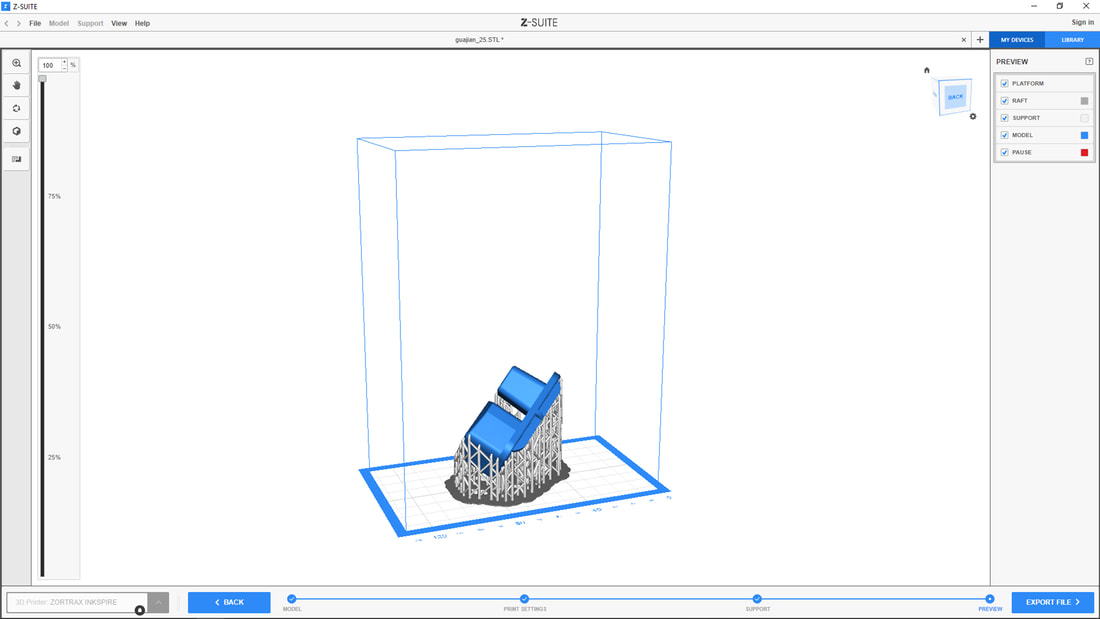 |





品測科技股份有限公司 QTS Corporation
新竹縣竹北市嘉興路338巷8號1樓 No.8, Ln.338, Jiaxing Rd., Zhubei City , Hsinchu County 30264 ,Taiwan |
Copyright © 2023 品測科技股份有限公司 QTS Corporation All rights reserved.
|