|
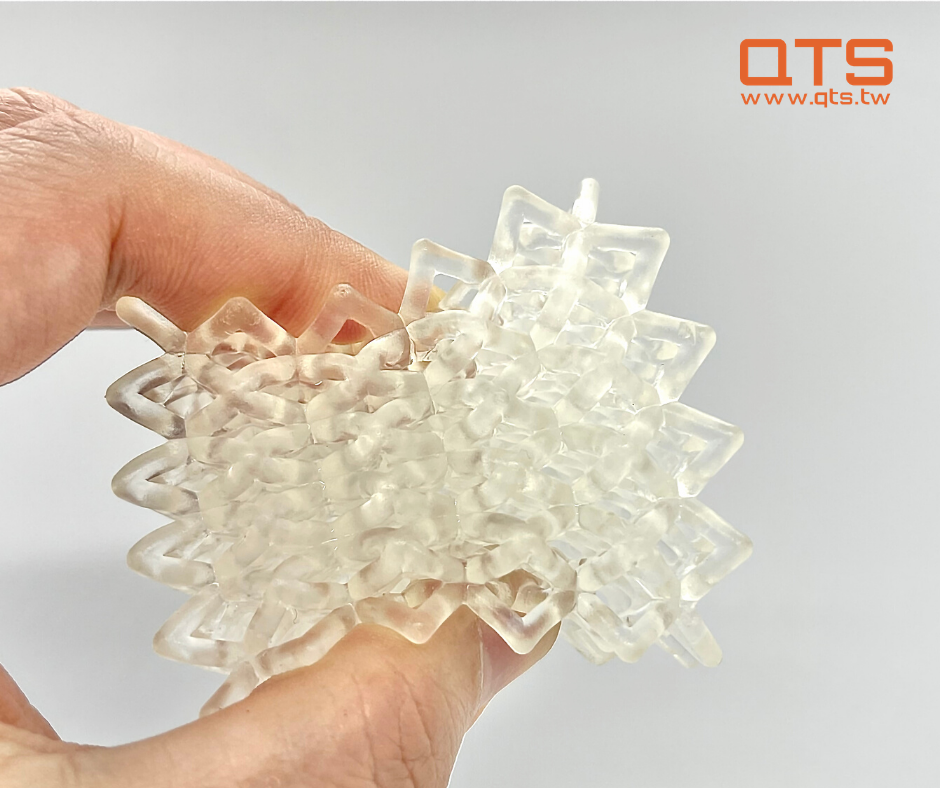
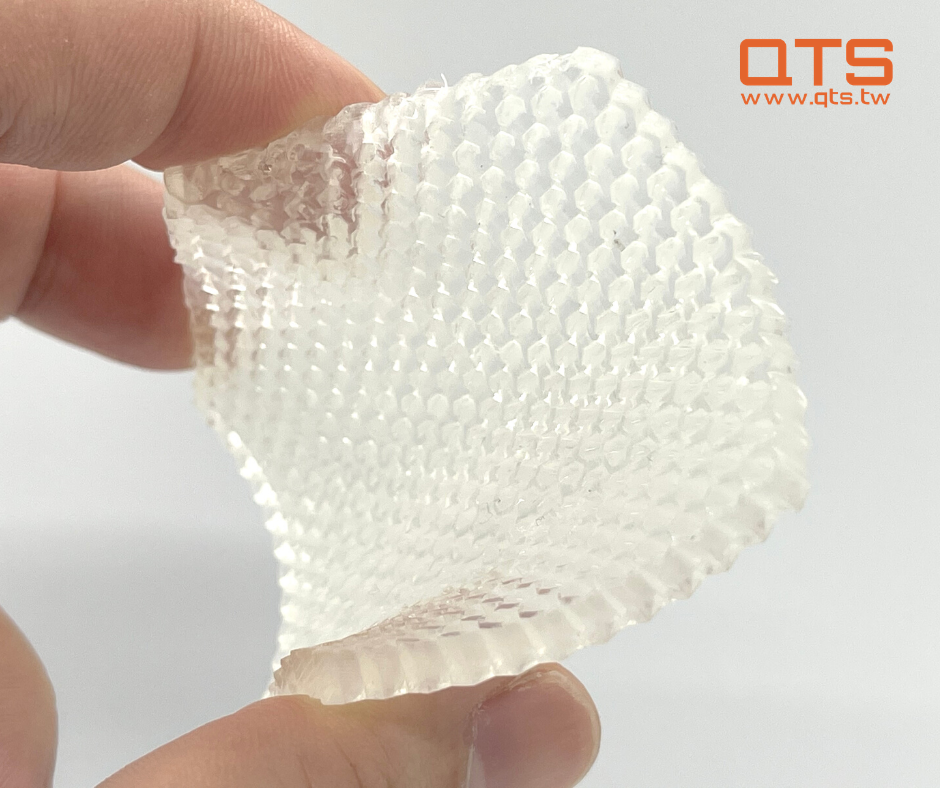
產品說明 QTS Flex 57A 軟料樹脂 是一種液體紫外光固化的光敏樹脂, 適用於波長395~ 405nm的3D成型設備,包含 DLP、LCD、SLA 各式桌上型機種, 此材料柔軟且回彈性佳,類橡膠、TPU,適合列印鞋底和柔軟具回彈性佳的物件。 產品特色
應用領域
使用說明
後固化處理 此材料成型後務必經過充份後固化處理才能達到最佳機械性能及表面的乾爽耐磨特性。
Flex 57A 光固化樹脂規格 黏度500~750 cps(@25℃ 硬度 Shore 57A 伸展率> 80% 顏色透明淡黃 (液體) 比重1.126 包裝500 克 / 罐 列印曝光參數 例如 100μm/層、16秒/層 (@Phrozen shuffle) 3D打印機隨品牌機種不同,曝光功率也不同,須適當調整曝光時間以達最佳成型效果。 其他機種列印參數請參考下方說明 👉 列印參數檔案下載 QTS團隊在台灣自行研發生產3D列印用之UV光固化樹脂適用於各式列印波長 405nm 成像固化的 3D 列印機使用 。 例如 DLP(Digital Light Processing) 、 SLA(Stereo Lithography Apparatus) 與LCD(Liquid Crystal Display) masking 等。 QTS光固化樹脂低刺激性、低臭味,顏色豐富,亦可客製。 有基礎Basic、高韌性PPlike、柔韌且高延展Flex、水洗清潔的Water及高硬度Storng、耐高溫可達260度C的高溫樹脂等多款特性樹脂可供選購。 特性:
*隨著3D列印機品牌差異,不同樹酯固化參數不同,以上僅為建議數值,實際列印參數請自行測試調整,以達最佳成型效果。 關於樹酯操作 ※使用前請確實溫和的搖晃均勻再倒入樹酯槽中,並避免直接光源接觸。建議保存於室溫(攝氏15 - 35度)、乾燥環境。 ※使用完成,請過濾後並密封於瓶罐內,避免曝曬於空氣中,新料和使用後料建議不要混合使用,並分開儲放。 ※禁止任意傾倒本材料,如需報廢請將材料固化後依『一般類資源物』交由清潔隊處理。 安全建議 ※樹酯對人體皮膚有輕微刺激性,如誘發過敏現象,請立即停止使用此材料。 ※使用時請穿戴手套、戴護目鏡、並穿著保護衣物操作樹酯,並於每次操作完後以清潔劑洗手。 ※避免與眼睛接觸/禁止食用,如碰觸到眼睛請以大量清水沖洗、並儘速就醫。 ※請妥善保管樹酯,避免嬰幼兒碰觸誤食。 ※此材料有輕微氣味,強烈建議在通風處使用。 列印參數設定 / 型錄下載 👉 列印參數檔案下載 👉 QTS 光固化樹脂 產品型錄下載 Catalog Download
0 評論
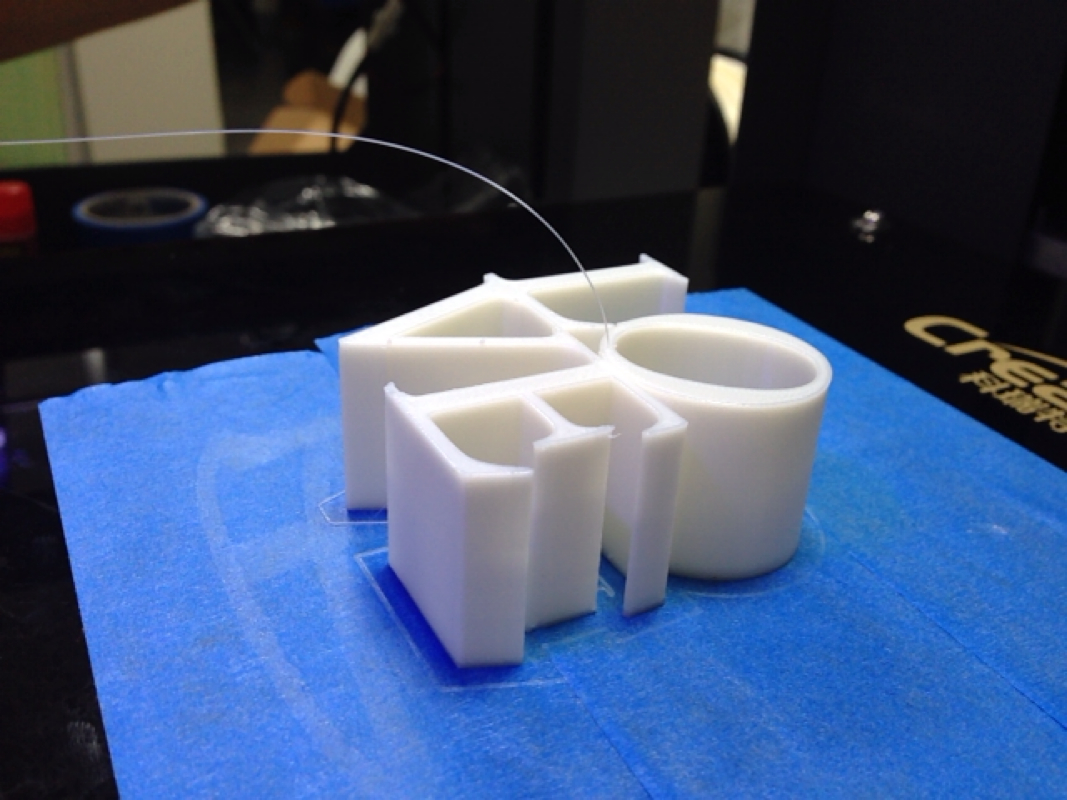
居然還是可以順利打印成形的事情發生了呢!!!!這是為什麼呢?謎底揭曉了, 這是QTS系列針對大型機台D52/D30,請工廠所做的改良!名為Buildtak的黏貼片,搭配加熱底板,可以在不使用口紅膠/3M膠帶的情況下,把物件黏牢,冷卻後,又方便鏟起!非常的神奇呢!工廠研發人員測試多次選了優良的Buildtak來使用在加熱平台上,也讓小編特地實驗了一次看看是否真的能夠牢牢黏住物件不會翹曲!照片會說話,真是太厲害了!!下次會再做更多神奇的Buildtak實驗喔^^  黏得緊緊的 使用PLA,底板溫度只設定到45度,冷卻後非常好拆物件 更多機器歡迎參觀>>傳送門
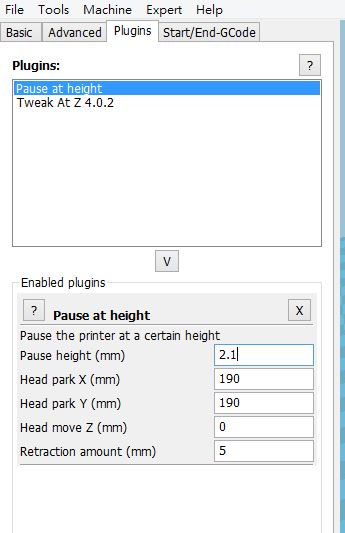
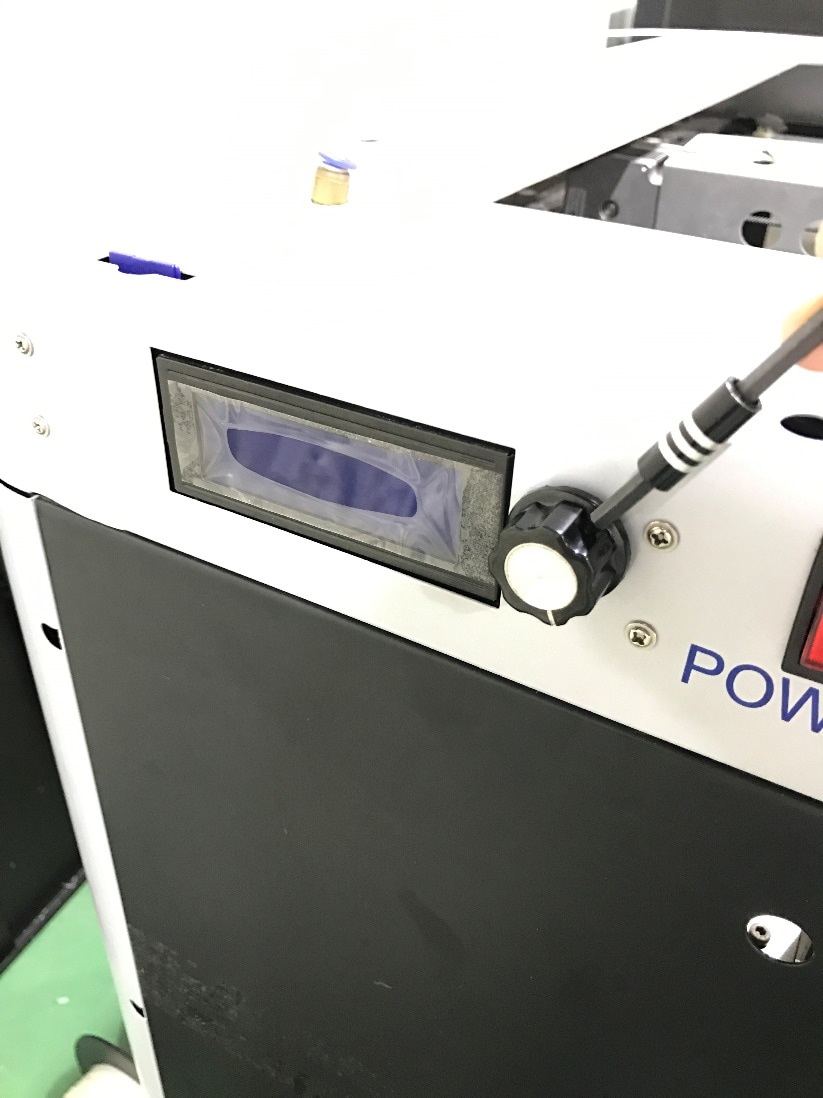
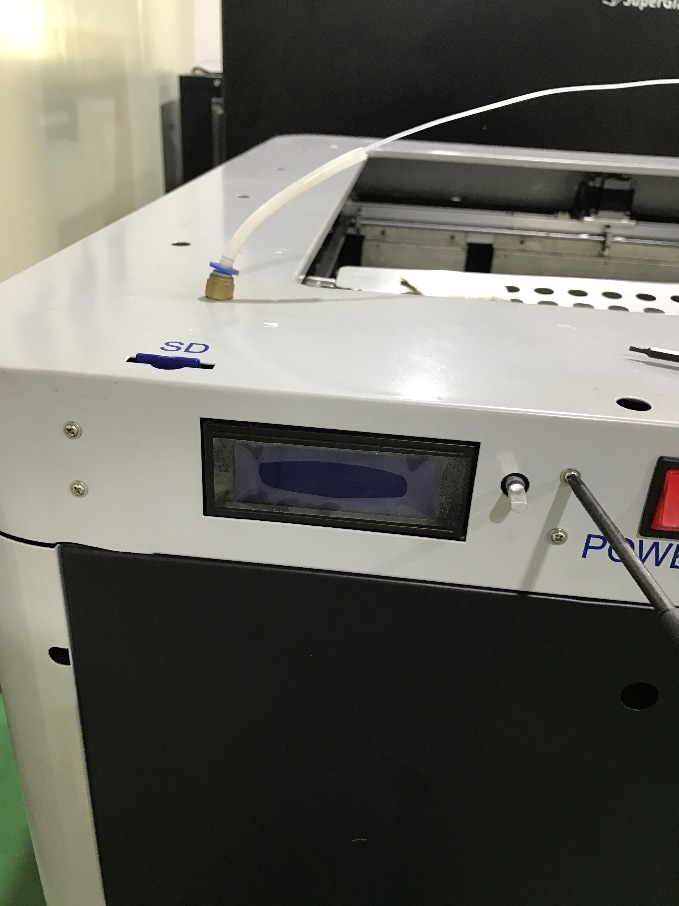
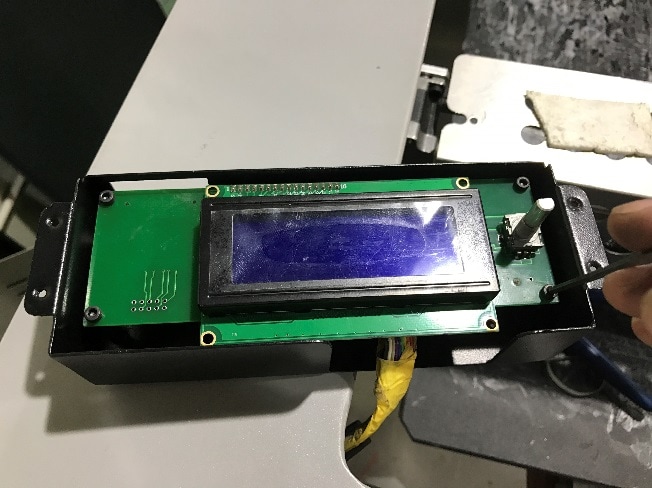
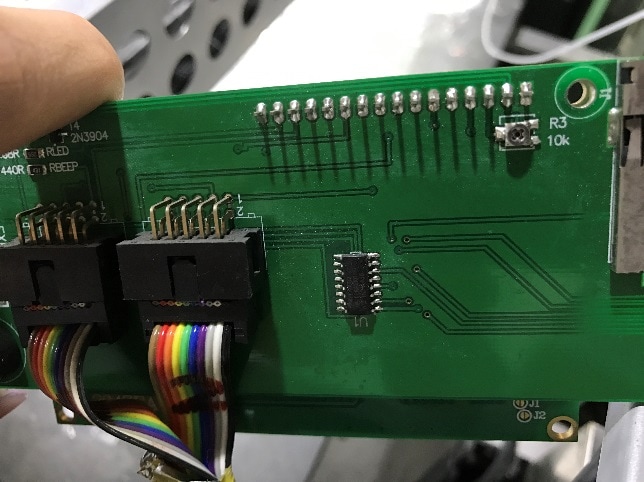
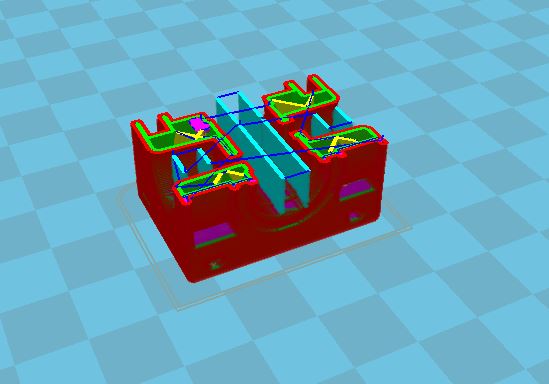
注意,部分機器可能不支援此CODE碼指令! 今天來介紹一下CURA軟體裡面的暫停功能,可以做到單噴頭換色的指令! 主要是利用軟體的Pause at height這功能來下達CODE碼暫停列印. 按下打勾鍵後,即可設定Pause height的高度,等列印到這層高度以後,機器
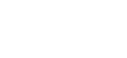
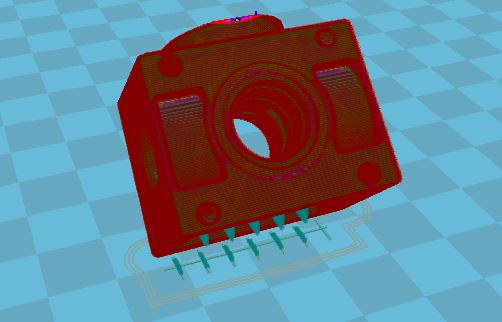
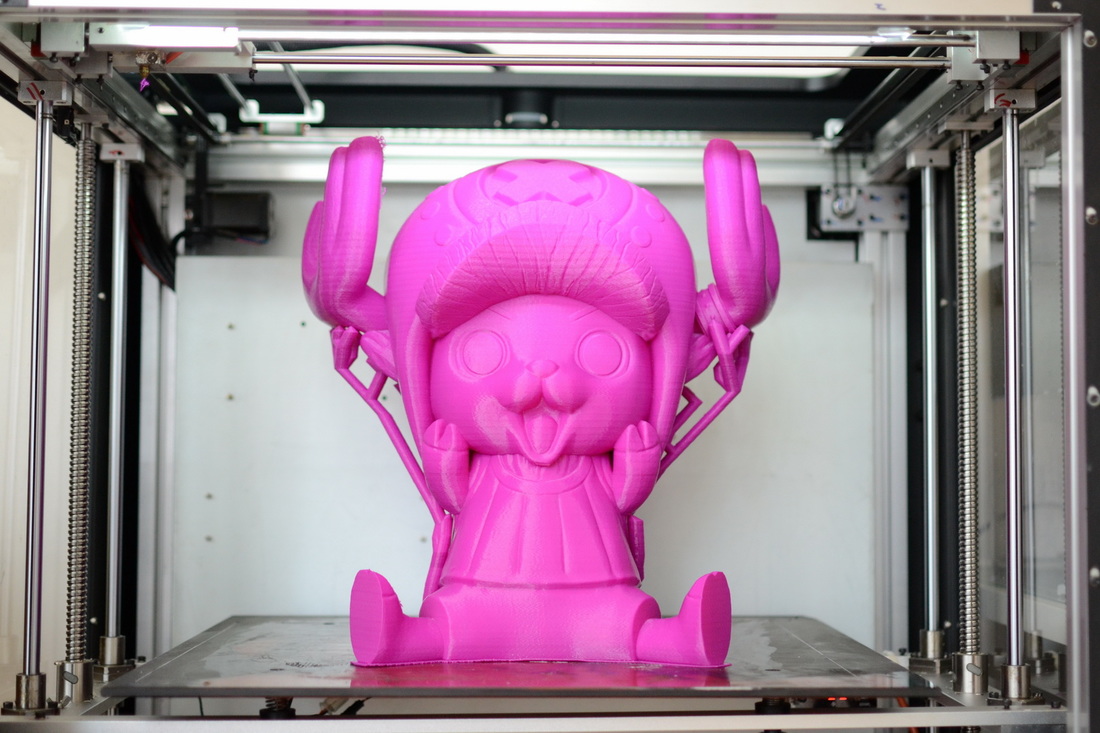
會回抽個5mm,X,Y軸會移動到190的這個位置,再抬高Z軸,機器就會暫停了, 這時候就可以進行線材的更換!等換完線材後,再手動啟動機器讓它繼續打印! 算是個方便的小功能喔! 小編會不定期推出一些療癒系的打印樣品給大家分享! 今天第一彈介紹的是...燈楞~~穿山甲寶寶^^/ 印完後真是覺得太可愛了!!會想再多印幾隻組個大家庭呢!哈哈! 打印機種:QTS系列 C52 層厚:0.2mm 使用耗材:PLA+ 溫度:210℃ 時間:約10hr 歡迎來找我們代工打印呦^^ 大家好! 今天跟大家分享用3D列印做出 手指陀螺 圖檔的部分 可以至Thingiverse 搜尋Spinner 軸承的部分 最重要的就是中間的, 可以使用陶瓷軸承或是鋼珠軸承都可以 圖片中的是608鋼珠軸承(清洗過),但聽說陶瓷的空轉時間更久唷! 旁邊三個軸承則是配重用的。 若買到的軸承是有蓋且上油的可能會轉沒幾下就停了, 這時候只需要將軸承內的油洗掉就可以增加空轉時間囉! 使用3D列印 做一個特別的 手指陀螺吧! 這是針對大型機台Titan系列用戶發生過的個案所編寫的教程手順,螢幕亮度跑掉了要怎麼讓它恢復正常呢?請參考以下步驟來修正回來呦! 1.先拔掉電源線斷電 2.使用小一字起子,旋下螢幕開關旋鈕(圖一) 3.用十字螺絲取下固定螢幕的十字螺絲(圖二) 4.取出螢幕顯示盒(圖三) 5.用M3螺絲起子把螢幕從盒子裡取出(圖四/圖五) 6.插上電源線並開機 7.使用小十字螺絲調整螢幕背面的螺絲,直到螢幕亮度恢復正常(圖六/圖七) 正常後在裝回機身即可^^ 一般來說,在設定支撐時,都是以物件的底部接觸面積最大的那一面當底部 好讓物件順利生成,但有時候設計的物件是要給客戶觀看或是有其他用途, 最大接觸面積可能就不是要設在底部的情況,也是有可能發生,這時候依照 不同的擺放,就需要設定支撐了,那麼,設定支撐的多寡通常是客戶的經驗下去設定,在從Layers去判斷支撐量是否符合自己的需求. 太多難拆,太少長不起來,這時候可能要發揮點創新,挑戰物件的擺設方式來做調整囉! 如下圖所示,平躺著打印,支撐太少可能會有落線情況,太多,又把孔洞包覆 住不好拆解,這時候改用斜躺的方式去打印,支撐量剛好穩住物件,孔洞的包覆也在好拆除的允許範圍內,不易造成變形! 所以遇到那種難拆支撐的物件或是上下蓋的組合件,也可以參考看看,換個 方向或許會有新發現喔! 很多客戶在選購機器的時候,多少會考慮到自己所需求的列印尺寸範圍,那麼多種類的印表機,標出來的打印規格一定會準確嗎? 品測科技的機器,出廠前都會經過這關校驗,確保所售出的機器能符合相對應規格標準! 照片為QTS系列裡的D30(40x30x30cm),由定位塊配合鋼尺的量測,打印的測試件確實有達到該機器的規格^^ 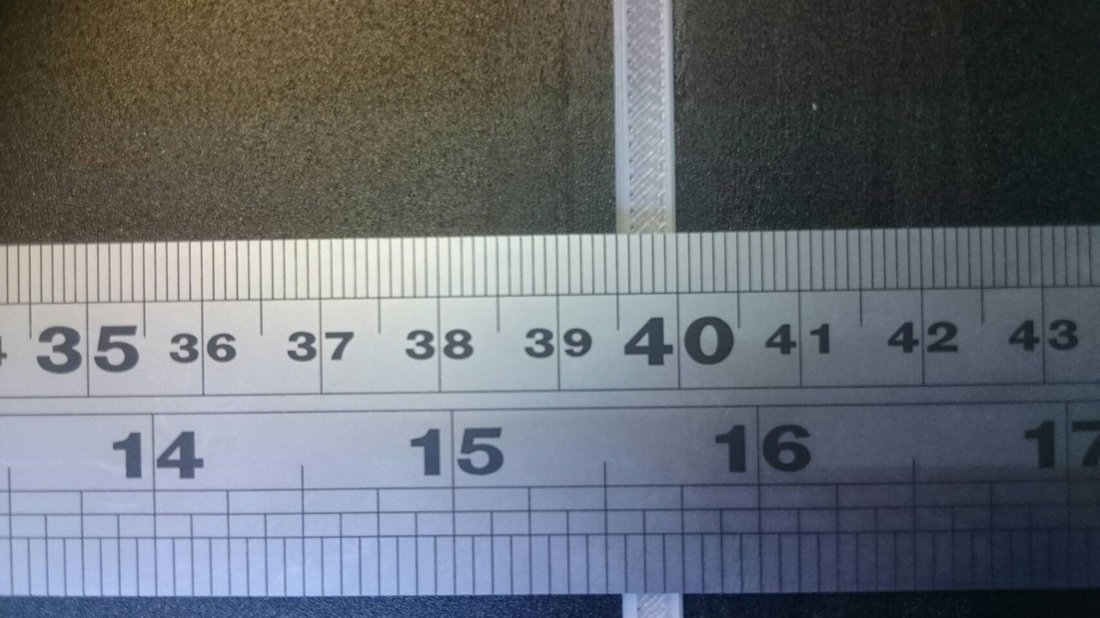 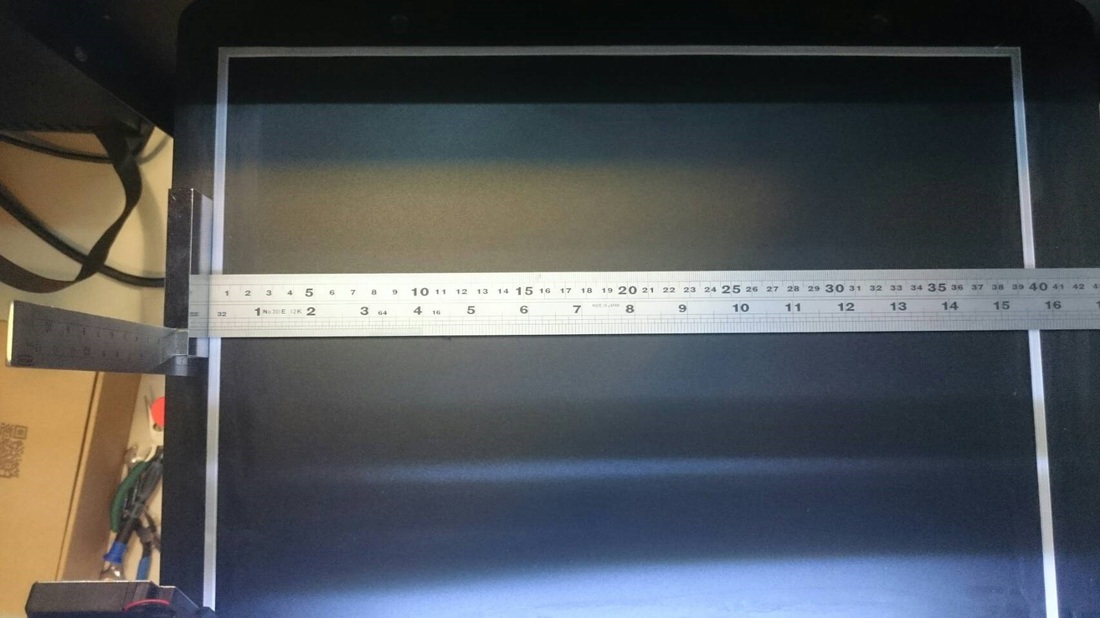   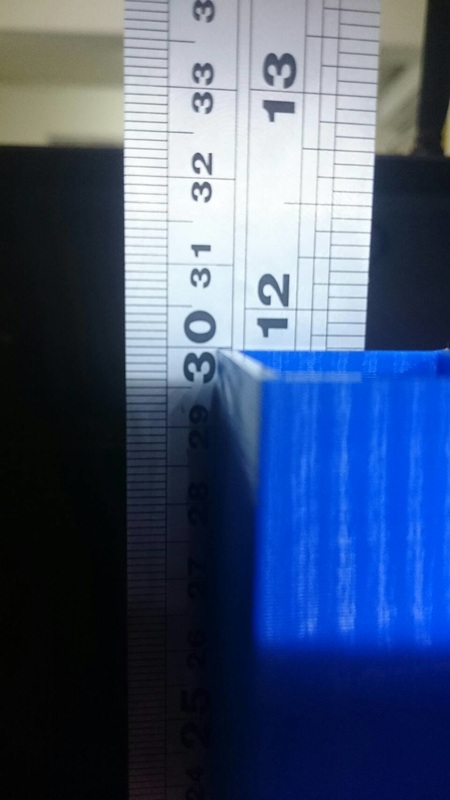 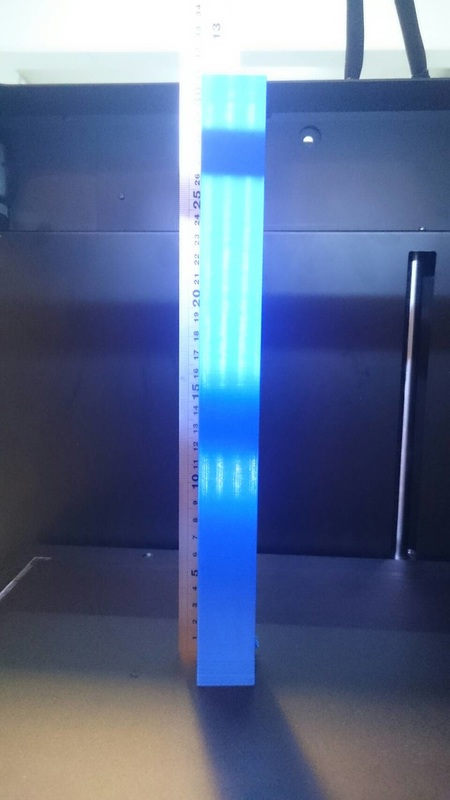 來了來了來了!!!!!!經過114小時的漫長等待後終於來了,這次是比招財貓更大隻的作品-喬巴喔喔喔!!!!小編超興奮的!迫不及待的發表啦^^搭配2kg線材,這尊高40cm的喬巴誕生囉! 喜歡大份量,大滿足的玩家們請照過來看看! 機台:Titan 1 線材:PLA1.75 1289g 層高:0.25 填充:5% 溫度:噴頭210度 / 底板溫度50度 打印速度:30mm/s 要注意的是此圖有些微破面,以及小編填充設的少,所以放大 後會有部分列印面沒有密合起來情況,追求完美的玩家可以 修圖後設多一些填充,或是印完後自行修補破面享受DIY的樂趣^^ 這次小編接受了某科技廠的委託,代工測試打印了個模型 一次到位無須打印其他零件的升降平台,第一次印這物品 感覺還挺新鮮的,特別PO上來和大家分享^^ 機台型號:QTS A25 層厚:0.2mm 耗材:PLA3.0 84g 9.5hr 溫度:205度 打印速度:30mm/s 檔案連結分享: http://www.thingiverse.com/thing:925556/#files 有機會再來挑戰巨大版的讓人站上去看看^^  快過年囉,品測科技全體員工向各位朋友們拜個早年,剛好這幾天有個想法,印個帶有喜氣的吉祥物擺在店門口,討論後,小精靈就決定拚了來印個招財貓吧,77小時,近1kg的線材就給他催下去!!
|
|||||||||






















優力精密誠摯的邀請您來參加我們的3d展~
時間:2014/5/8-2014/5/11
時間:2014/5/8-2014/5/11




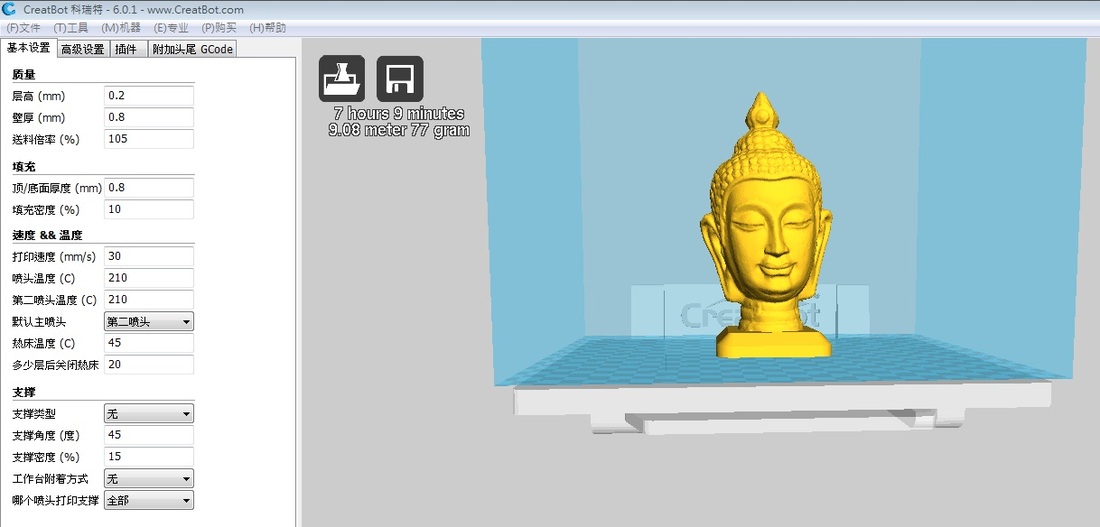
今日又完成一件作品,小編將基本設定分享給大家參考!!基本上我沒有做任何更動,直接就開始列印了。
更改的參數只有將層厚由預設的0.25改為0.2mm可以發現,每層都很平均且細致 ~CHECK IT OUT~~~
更改的參數只有將層厚由預設的0.25改為0.2mm可以發現,每層都很平均且細致 ~CHECK IT OUT~~~
 RSS 訂閱
RSS 訂閱